


УФ ромбовидные призмы из плавленого кварца
УФ ромбовидные призмы из плавленого кварца… Часто встречается в спецификациях, но как на самом деле их производят, и какие нюансы при работе с ними стоит учитывать? Попробую поделиться опытом, основанным на реальных заказах и лабораторных исследованиях. Не буду вдаваться в глобальные теории, скорее, сконцентрируюсь на практических аспектах: от выбора сырья до контроля качества готовой продукции. Понимаю, что это узкая тема, но в специфических областях применения – например, в оптике лазеров или приборостроении – критически важны характеристики и надежность этих элементов.
Что такое УФ ромбовидные призмы из плавленого кварца и зачем они нужны?
Прежде чем углубляться в детали производства, стоит напомнить, что это оптические элементы, предназначенные для разделения света на составляющие его спектра. Ромбовидная форма обеспечивает эффективное использование объема и позволяет получить желаемый угол отклонения луча. Кварц, особенно плавленый, выбран за его высокую прозрачность в широком диапазоне длин волн, отличную химическую стойкость и, что особенно важно в нашем случае, способность эффективно передавать УФ-излучение. Использование плавленного кварца позволяет добиться более высокой чистоты материала по сравнению с обычным кварцевым песком, что напрямую влияет на качество призмы и, как следствие, на точность оптической системы в целом.
Зачем они нужны? Список довольно обширный. В области лазерной оптики – для формирования спектра, создания монохроматического излучения. В биометрии – для УФ-сканирования отпечатков пальцев. В защитных фильтрах – для блокировки вредного УФ-излучения. В принципе, где требуется высокая точность разделения спектра при работе с УФ-диапазоном, эти призмы незаменимы. Мы, например, часто используем их в системах контроля качества оптических компонентов, где необходимо выявить дефекты на ранней стадии.
Выбор сырья и его влияние на качество готового продукта
Ключевой момент – это, конечно, исходный кварцевый песок. Нельзя просто взять любой. Важен состав, чистота, отсутствие примесей, которые могут искажать спектр или снижать механическую прочность готовой призмы. Наши поставщики, как правило, используют песок с содержанием примесей менее 10 ppm. И даже это не гарантия – необходимо проводить тщательный анализ каждой партии перед использованием. В противном случае рискуешь получить призмы с непредсказуемыми свойствами и, как следствие, с большим количеством брака.
Кроме песка, важна технология плавления. Мы работаем с поставщиками, которые используют специальные печи с контролируемой атмосферой. Это позволяет избежать окисления кварца и сохранить его оптические свойства. Неправильная температура плавления или длительность процесса могут привести к образованию дефектов в структуре призмы, таких как трещины или включения, которые, в свою очередь, будут влиять на ее оптические характеристики. Оптимальная температура плавления – это баланс между чистотой материала и его физическими свойствами. Слишком низкая температура – и кварц не расплавится полностью. Слишком высокая – и он начнет разлагаться.
Процесс изготовления: от слитка до готовой призмы
После плавления кварцевый слиток охлаждают медленно, чтобы избежать термических шоков. Затем слиток режут на заготовки нужной формы. Далее следует сложный процесс шлифовки и полировки. Это требует специального оборудования и квалифицированных специалистов. Мы используем как традиционные абразивные материалы, так и современные алмазные инструменты. Очень важно соблюдать технологию полировки, чтобы не создать на поверхности призмы микроскопических царапин, которые могут рассеивать свет и снижать ее эффективность. Нам часто приходится экспериментировать с различными режимами полировки, чтобы добиться оптимального результата.
После шлифовки и полировки призмы проходят контроль качества. Это включает в себя измерение спектральных характеристик, определения геометрических параметров и проверки на наличие дефектов. Используем спектрофотометры высокого разрешения и координатно-измерительные машины. Именно на этапе контроля качества выявляются и отбраковываются призмы, не соответствующие требованиям.
Распространенные проблемы и пути их решения
Одним из самых распространенных проблем является образование микротрещин в структуре призмы. Они могут возникнуть из-за неравномерного охлаждения или механических напряжений при шлифовке и полировке. Для решения этой проблемы необходимо контролировать процесс охлаждения и избегать резких перепадов температуры. Также важно использовать специальные антифрикционные смазки при шлифовке и полировке, чтобы снизить механические напряжения. Иногда помогает дополнительная термообработка призмы для снятия внутренних напряжений.
Другая проблема – это загрязнение поверхности призмы. Это может произойти из-за контакта с посторонними предметами или из-за некачественной очистки. Для предотвращения загрязнения необходимо использовать чистую посуду и инструменты, а также тщательно очищать призмы после шлифовки и полировки. Мы используем ультразвуковую очистку с использованием деионизированной воды для удаления загрязнений. Важно соблюдать правила стерилизации оборудования.
Реальный опыт и кейсы
Приходилось сталкиваться с ситуациями, когда даже небольшое отклонение от заданных параметров может привести к серьезным проблемам в оптической системе. Например, в одном из проектов по разработке нового спектрометра для аналитической химии, неточность призмы привела к сдвигу спектральных линий, что сделало невозможным точное определение концентрации веществ. Пришлось заказать новую партию УФ ромбовидных призм из плавленого кварца у другого поставщика, более строго контролирующего качество сырья и процесса производства. Пожалуй, это был один из самых неприятных моментов в моей практике.
В другом случае, при создании системы для УФ-диагностики медицинских изделий, мы столкнулись с проблемой помутнения призмы со временем. Выяснилось, что это связано с поглощением УФ-излучения некоторыми примесями в кварце. Решение – использовать более чистый кварц и проводить дополнительную обработку поверхности призмы для снижения поглощения УФ-излучения. Мы экспериментировали с различными покрытиями, но оптимальным оказалась тонкая пленка из оксида титана.
В заключение
Производство УФ ромбовидных призм из плавленого кварца – это сложный и многогранный процесс, требующий высокой квалификации специалистов и строгого контроля качества на всех этапах. Не стоит недооценивать важность выбора сырья, соблюдения технологии плавления, шлифовки и полировки. Даже небольшие отклонения от заданных параметров могут привести к серьезным проблемам в оптической системе. Надеюсь, этот небольшой обзор поможет вам лучше понять особенности производства этих важных оптических элементов.
ООО Чанчунь Ютай Оптика (Changchun Yutai Optics Co., Ltd.) активно сотрудничает с различными компаниями и исследовательскими институтами по разработке и производству оптических компонентов, включая призмы из кварца. Мы всегда готовы помочь вам с выбором оптимального решения для вашей задачи. Узнать больше о нашей продукции и услугах можно на нашем сайте: https://www.yt-optics.ru
Соответствующая продукция
Соответствующая продукция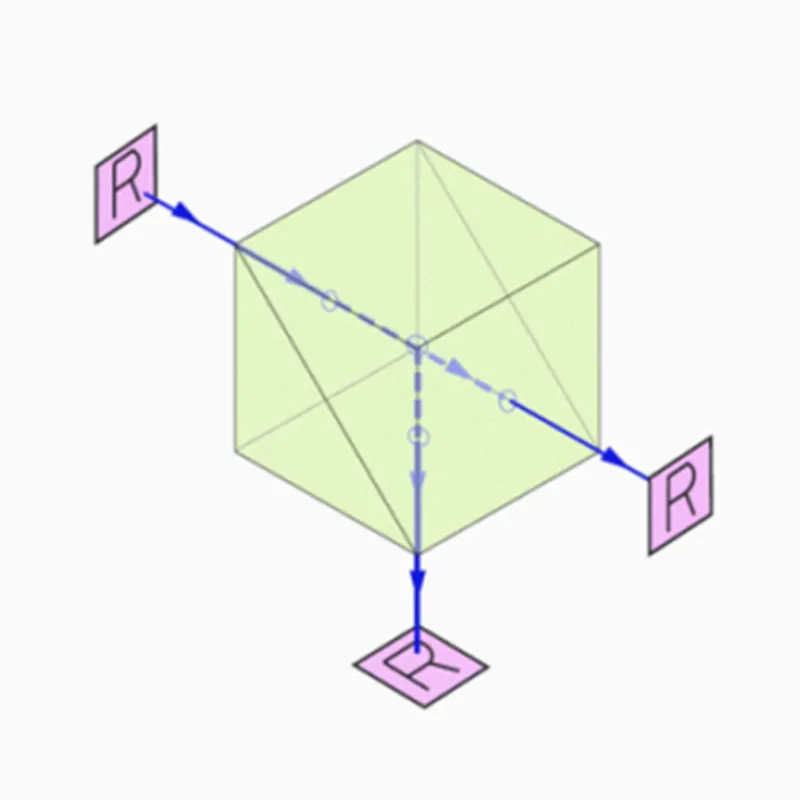





Самые продаваемые продукты
Самые продаваемые продукты-
 1064нм YAG лазер K8 окна
1064нм YAG лазер K8 окна -
 Линзы BaF2 инфракрасного класса
Линзы BaF2 инфракрасного класса -
 Прямоугольные окна K8 с круглыми углами
Прямоугольные окна K8 с круглыми углами -
 Оптические K8 стеклянные полусферы
Оптические K8 стеклянные полусферы -
 Оптические Цветные стеклянные фильтры
Оптические Цветные стеклянные фильтры -
 Оптические Гидрофобное покрытие
Оптические Гидрофобное покрытие -
 Защитное стекло FB1 FB3
Защитное стекло FB1 FB3 -
 Сферические планово-вогнутые металлические зеркала
Сферические планово-вогнутые металлические зеркала -
 VIS окна K8 400-700 нм
VIS окна K8 400-700 нм -
 Оптические Полосовые фильтры
Оптические Полосовые фильтры -
 Ступенчатые стеклянные окна из плавленого кварца
Ступенчатые стеклянные окна из плавленого кварца -
 Нейтрально-серое цветное стекло AB
Нейтрально-серое цветное стекло AB
Связанный поиск
Связанный поиск- Оптические диэлектрические зеркала HR
- ИК длинноволновые светофильтры
- Уф-линзы из плавленого кварца производитель
- Индивидуальное оптическое окно из BaF₂
- Оптические ахроматические линзы поставщики
- оптический тонкопленочный светофильтры
- Оптическое цветное стекло -золотое (жёлтое) стекло JB400 JB420 JB450 JB470 JB490 JB510
- Тонкий лист сапфирового стекла
- Тройные линзы из плавленого кварца
- Оптическое силикатное стекло
-


-


-


-


WhatsApp

-
WeChat для предприятий
