


Тип ахроматических линз n-baf10 заводы
Вот что реально важно: ахроматы N-BAF10 требуют особого подхода к термообработке, и многие недооценивают влияние шлифовки кромок на итоговую однородность показателя преломления.
Почему именно N-BAF10
Работал с тремя партиями ахроматических линз от разных производителей - разница в пропускании в синей области достигала 4%. В Лыткарино как-то пробовали заменить BAF10 на аналог, но при термоциклировании появились микротрещины вдоль склейки. Пришлось возвращаться к классическому составу.
Кривизна второй поверхности часто требует коррекции под конкретный оправный узел. Помню, для микроскопов Leica пришлось переделывать 30% партии из-за несоответствия посадочным размерам - проблема была в том, что технолог не учёл коэффициент линейного расширения оправы.
Сейчас многие гонятся за низкой дисперсией, но для N-BAF10 важнее стабильность характеристик между партиями. У китайских поставщиков бывают расхождения dn/dt до 0.5×10??/K между разными поставками, что для прецизионных систем недопустимо.
Технологические нюансы обработки
Шлифовка кромок - отдельная история. При диаметре свыше 40 мм необходимо уменьшать давление прифинишера на 15-20%, иначе по краям образуется область с изменённым показателем преломления. Проверяли на интерферометре Zygo - разница до 0.0003.
Антиотражающее покрытие для N-BAF10 требует особого режима напыления. Стандартный магнетронный метод даёт нестабильное сцепление с поверхностью - лучше ионно-лучевое напыление, хоть и дороже. Особенно для УФ-диапазона.
Контроль склейки ахроматов - вечная головная боль. Эпоксидные составы должны иметь КТР, совпадающий с N-BAF10 в диапазоне -60...+80°C. Немецкие клеи показывают себя лучше, но их поставки сейчас осложнены.
Проблемы контроля качества
Методология измерений часто хромает. Видел лаборатории, где проверяли однородность стекла на устаревших рефрактометрах Аббе - погрешность зашкаливала. Для N-BAF10 нужен как минимум интерферометр с длиной волны 632.8 нм.
Заметил интересную особенность: при толщине линзы более 8 мм возникает необходимость вводить поправку на внутренние напряжения. Особенно после закалки. В идеале нужен полярископ, но на производствах экономят и проверяют 'на просвет' - метод явно устаревший.
Документирование параметров - отдельная боль. Видел техусловия, где не указан допуск на неравномерность покрытия для N-BAF10. В результате получали разницу в пропускании до 2% между центром и периферией.
Опыт работы с конкретными производителями
Из российских поставщиков относительно стабильное качество по N-BAF10 демонстрирует ООО Чанчунь Ютай Оптика. Их сайт https://www.yt-optics.ru указывает на специализацию в оптических компонентах, но важно запрашивать протоколы измерений для каждой партии. Особенно данные по однородности и внутренним включениям.
Заказывали у них партию призм для биометрических систем - пришлось дважды возвращать на доработку из-за царапин полировки. Но после наладки оборудования вышли на приемлемый уровень брака не более 3%.
Для медицинской оптики их линзы подходят, но требуют дополнительной отбраковки. Как-то получили партию где 15% изделий имели микросколы по торцу - видно, проблемы с транспортировкой или упаковкой.
Практические рекомендации по применению
В лазерных системах с мощностью свыше 100 мВт/см2 для N-BAF10 обязательно проверять порог лазерно-индуцированного повреждения. Сталкивался с ситуацией, когда казалось бы идентичные линзы из одной партии имели разницу LIDT до 15%.
Для систем формирования изображения важно учитывать не только сферическую аберрацию, но и хроматизм увеличения. С N-BAF10 он обычно в пределах нормы, но при комбинации с некоторыми марками крона может усиливаться.
В автоматизированных системах часто забывают про температурную компенсацию. При изменении температуры на 10°C фокусное расстояние линз из N-BAF10 смещается на 0.02-0.03% - для высокоточных систем требуется либо термостабилизация, либо программная коррекция.
Перспективы развития технологии
Сейчас наблюдается тенденция к переходу на бессвинцовые составы, но для N-BAF10 это проблематично - свинец как раз обеспечивает нужные дисперсионные свойства. Альтернативы пока уступают по стабильности.
Интересное направление - гибридные линзы с градиентным показателем преломления. Пробовали комбинировать N-BAF10 с GRIN-элементами - получается снизить количество поверхностей в сложных объективах.
Для массового производства перспективным выглядит метод прецизионного литья, но для N-BAF10 пока не отработаны режимы отжига. Получаются слишком высокие внутренние напряжения.
Выводы и рекомендации
При выборе поставщика ахроматических линз N-BAF10 обязательно требовать тестовые образцы. Лучше потратить время на входной контроль, чем потом переделывать всю оптическую систему.
Для ответственных применений стоит закладывать 20% запас по допускам - технологический разброс никто не отменял. Особенно по однородности стекла и качеству просветления.
Сейчас многие заводы переходят на автоматизированный контроль, но человеческий фактор всё равно остаётся. Лично всегда прошу предоставить не только протоколы, но и 'сырые' данные измерений - по ним многое можно понять о реальном состоянии производства.
Соответствующая продукция
Соответствующая продукция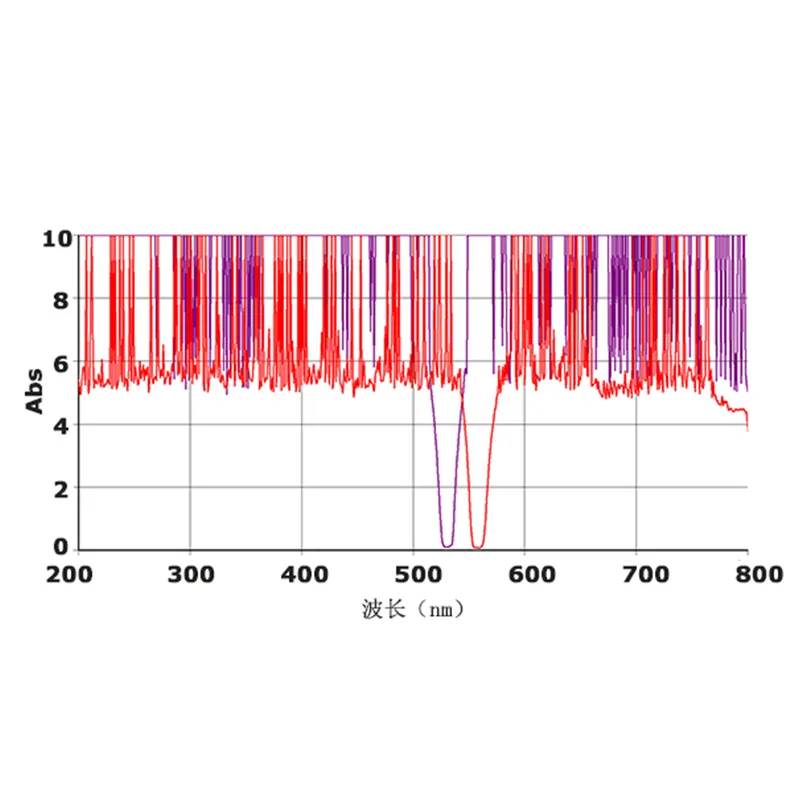





Самые продаваемые продукты
Самые продаваемые продукты-
 Выпуклые линзы CaF2
Выпуклые линзы CaF2 -
 ТФ12 (H-ZF13) полусферы
ТФ12 (H-ZF13) полусферы -
 Оптические призмы Порро ТФ12
Оптические призмы Порро ТФ12 -
 Оптические полусферы
Оптические полусферы -
 Оптические холодные зеркала
Оптические холодные зеркала -
 ИК Фторид Бария
ИК Фторид Бария -
 Кремниевые инфракрасные длинноволновые фильтры
Кремниевые инфракрасные длинноволновые фильтры -
 Ультрафиолетовое стекло WB260 WB280 WB300 WB360 WB380
Ультрафиолетовое стекло WB260 WB280 WB300 WB360 WB380 -
 Боросиликатные оптические купола
Боросиликатные оптические купола -
 Призменные зеркала с прямым углом
Призменные зеркала с прямым углом -
 Оптические Нейтральные фильтры
Оптические Нейтральные фильтры -
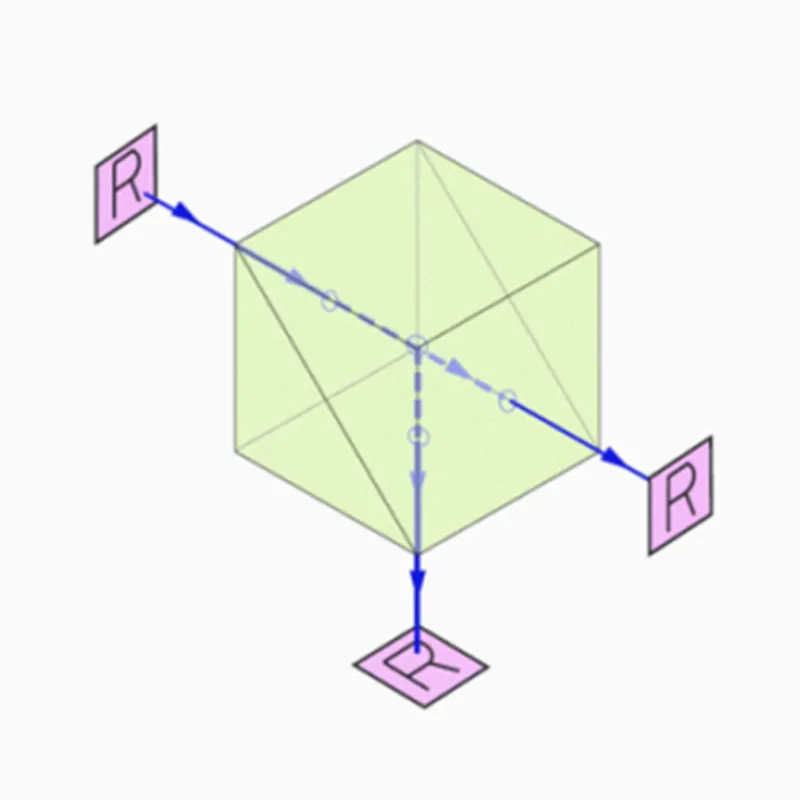 УФ-светоделительные кубики из плавленого кварца
УФ-светоделительные кубики из плавленого кварца
Связанный поиск
Связанный поиск- Биконические линзы поставщик
- Оптические K8 окна для 1064 нм
- Оптические диэлектрические зеркала
- Yutai оптические кремниевые инфракрасные длинноволновые фильтры
- призмы Порро из оптического стекла
- ИК-оптический элемент из сульфида цинка
- Оптические прямоугольные крышеобразные призмы из JGS1
- Плосковыпуклые LiF линзы
- Видимые полосовые светофильтры
- Стеклянные оптики с оптическим CTO покрытием
-


-


-


-


WhatsApp

-
WeChat для предприятий
