


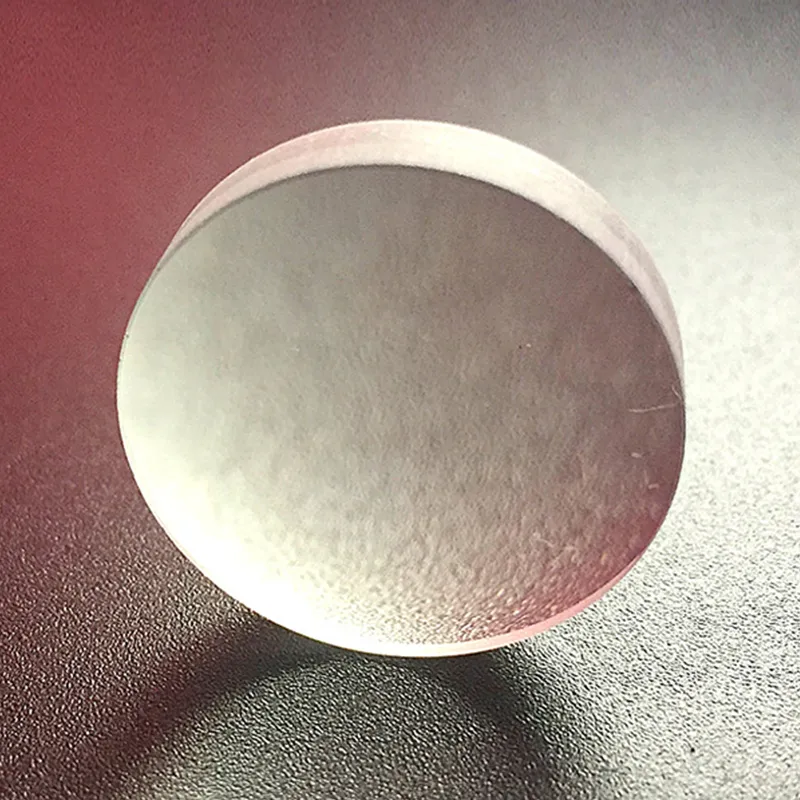
Стеклянные планово--вогнутые линзы заводы
Когда ищешь про заводы по производству стеклянных планово-вогнутых линз, часто натыкаешься на однотипные описания 'высокая точность' и 'строгий контроль'. Но те, кто реально работал с оснасткой для шлифовки вогнутых поверхностей, знают — главная проблема даже не в кривизне, а в том, как стекло марки К8 ведёт себя после закалки. У нас на стеклянные планово-вогнутые линзы был случай: взяли партию от китайского поставщика, вроде бы по ГОСТу, а при калибровке на лазерном интерферометре Zygo вылез локальный астигматизм в 0.3λ. Пришлось переделывать всю технологическую цепочку — от доводки абразивной суспензии до угла подачи заготовки.
Технологические тонкости обработки вогнутых поверхностей
Если брать классическую схему шлифовки вогнутых поверхностей, то многие забывают про температурный гистерезис смолы для крепления заготовки. У нас на заводы приходили линзы с остаточным напряжением в 5-7 нм — казалось бы, мелочь, но для УФ-диапазона это критично. Особенно для медицинских эндоскопов, где линзы работают в связке с фибероптикой.
Кстати, про ООО Чанчунь Ютай Оптика — они как раз дают техкарты с поправками на коэффициент преломления после полировки. У них на сайте yt-optics.ru есть раздел про тестирование на монохроматоре, но я бы добавил ещё данные по стабильности просветляющего покрытия. Мы как-то заказывали у них партию для лазерных гравёров — линзы держали 10кВт/см2, но пришлось отдельно оговаривать чистоту кромок, чтобы не было микросколов.
Вот сейчас многие гонятся за сапфировыми окнами, но для планово-вогнутых линз в биометрии всё равно выгоднее БК7 — проще юстировать и дешевле перевыпускать оснастку. Хотя для УФ-спектрометров мы перешли на синтетический плавленый кварц, несмотря на сложности с финишной полировкой.
Контроль качества: между ГОСТ и реальными допусками
По опыту скажу — большинство скандалов с браком возникает из-за нестыковки в методиках измерения. Одни проверяют линзы на автоколлиматоре, другие на шаблонах — а потом оказывается, что планово-вогнутые линзы дают разницу в 2 угловые минуты по краю поля. Мы сейчас внедрили протокол, где сразу прописываем условия тестирования: температура 20±0.5°C, влажность 45-55%, время стабилизации 4 часа.
У Ютай в описании продукции упоминают применение в обороне — тут важно понимать, что для таких заказов идёт отдельный цикл отжига. Обычные линзы для потребительской электроники проходят упрощённый контроль, но если брать те же призмы для тепловизоров — там уже идут выборочные испытания на ударную стойкость.
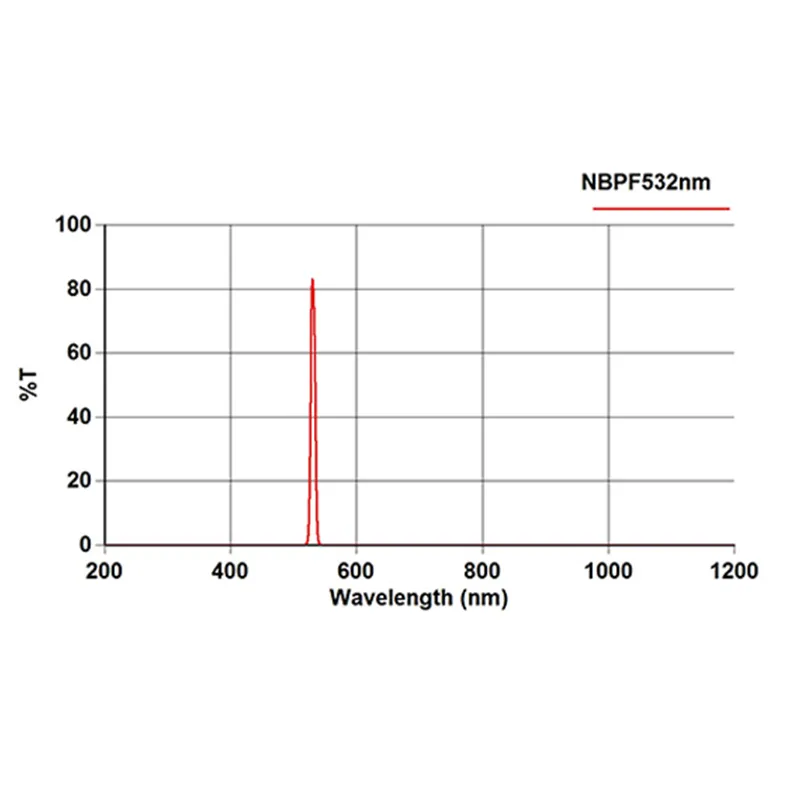
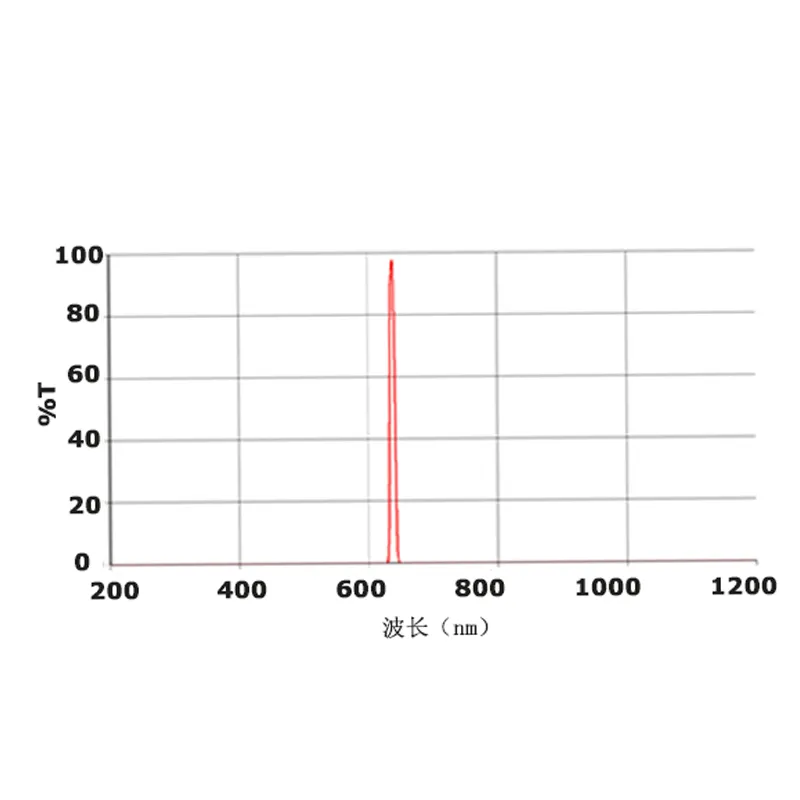
Кстати, про фильтры с их сайта — они хоть и не относятся напрямую к нашим линзам, но часто поставляются в комплектах. Как-то раз получили партию где просветление на фильтрах было несовместимо с AR-покрытием линз — возникли блики в ИК-диапазоне. Пришлось разрабатывать компенсирующие просветляющие слои.
Практические кейсы из проектов
В 2021 году делали систему для биометрической идентификации по радужке — там как раз использовались стеклянные линзы от Ютай. Особенность была в том, что пришлось комбинировать планово-вогнутую линзу с асферическим корректором — иначе не удавалось убрать хроматические аберрации на краях поля зрения.
Для лазерных станков с ЧПУ часто берут линзы с увеличенной толщиной по краю — но тут есть нюанс: при диаметре больше 40мм начинает сказываться прогиб от термонагрузок. Мы экспериментальным путём вывели формулу для расчёта оптимальной кривизны — оказалось, что для импульсных CO2-лазеров лучше подходит радиус 120мм вместо стандартных 100мм.
Самая сложная история была с заказом для подводной аппаратуры — там кроме стандартных тестов пришлось моделировать поведение линз под давлением 20 атмосфер. Выяснилось, что клеевой шов по периметру меняет оптические свойства при охлаждении до +4°C. Перешли на бесклеевой метод крепления в оправе с пружинящими элементами.
Материаловедческие аспекты
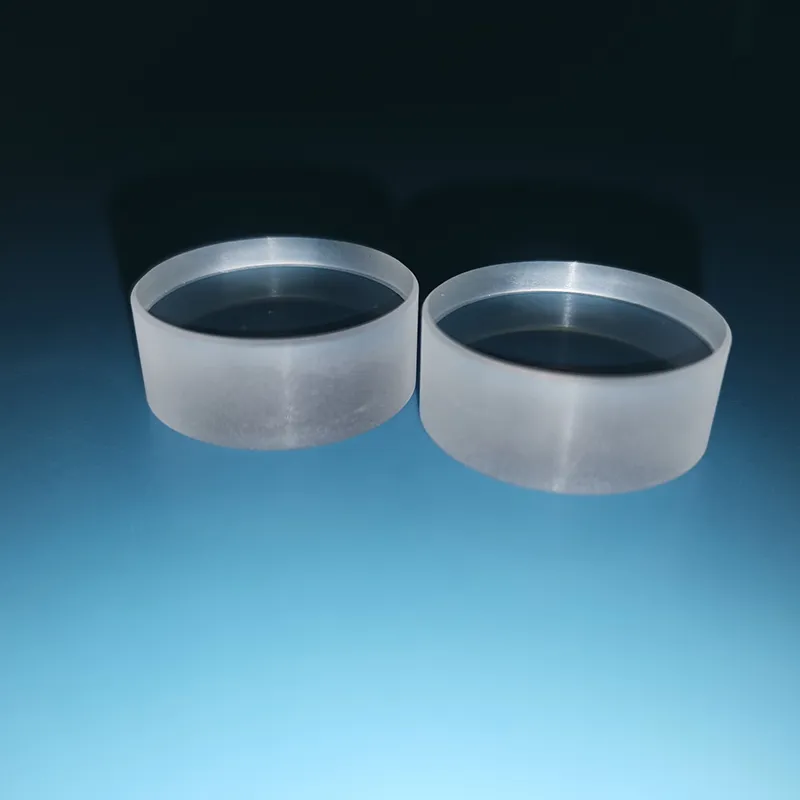
Сейчас многие переходят на фторфосфатные стёкла, но для серийного производства планово-вогнутые оптические элементы из К8 всё ещё выигрывают по стоимости. Хотя для проекторов с лазерной подсветкой уже переходим на S-TIH53 — у него меньше коэффициент дисперсии.
Заметил интересную тенденцию — европейские заказчики стали чаще требовать сертификаты на бессвинцовые стёкла. Пришлось пересматривать технологические карты, особенно этап грубой шлифовки — алмазные круги с органической связкой дают меньший риск внедрения абразива в поверхность.
Кстати, про цилиндрические линзы с сайта yt-optics.ru — они хоть и не являются планово-вогнутыми, но часто производятся на том же оборудовании. Мы как-то адаптировали оснастку для одновременной обработки сферических и цилиндрических поверхностей — получили экономию 15% на переналадках.
Экономика производства и логистика
Когда считаешь себестоимость, оказывается что 30% цены — это не материалы, а транспортные расходы на специальную упаковку. Для линзы заводы обычно используют вакуумные контейнеры с демпфирующими вставками, но мы перешли на многоразовые кейсы с азотной средой — хоть первоначальные затраты выше, но за 2 года окупили.
У Ютай неплохо организована логистика в РФ — есть склад в Новосибирске, откуда идёт оперативная отгрузка. Но для срочных заказов мы всё равно держим страховой запас на 2-3 недели производства — особенно для нестандартных диаметров под заказ.
Сейчас рассматриваем переход на отечественное сырьё — ЛЗОС предлагает стеклозаготовки с улучшенными характеристиками, но пока есть вопросы к стабильности оптической однородности. Проводим сравнительные тесты — если результаты будут сопоставимы с немецкими аналогами, вероятно переведём 40% производства на российские материалы.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Ультрафиолетовое стекло ZWB1 ZWB2 ZWB3
Ультрафиолетовое стекло ZWB1 ZWB2 ZWB3 -
 Сферические линзы ТФ12 (H-ZF13)
Сферические линзы ТФ12 (H-ZF13) -
 Оптические Нейтральные фильтры
Оптические Нейтральные фильтры -
 Окна ZnSe лазерного класса
Окна ZnSe лазерного класса -
 Горилловые стеклянные окна
Горилловые стеклянные окна -
 Фильтр для микропланшетного фотометра
Фильтр для микропланшетного фотометра -
 Оптические Горячие и Холодные Зеркала
Оптические Горячие и Холодные Зеркала -
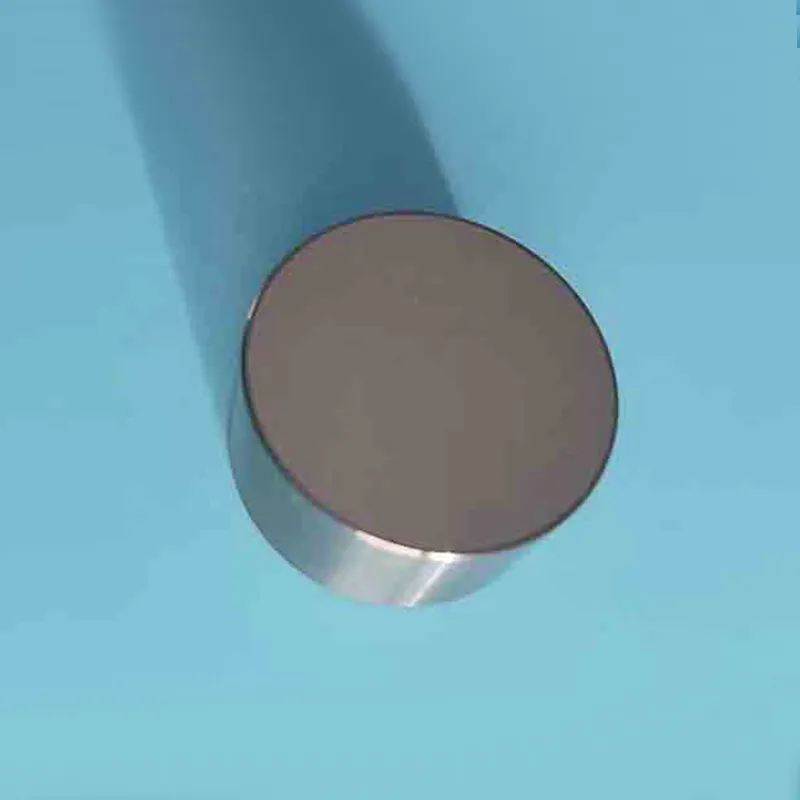
 Инфракрасная стержневая линза
Инфракрасная стержневая линза -
 Оптические Окна из сапфира
Оптические Окна из сапфира -
 Режекторные фильтры OD2.0
Режекторные фильтры OD2.0 -
 Оптические шариковые( сферические) линзы
Оптические шариковые( сферические) линзы -
 Оптические ромбовидные призмы
Оптические ромбовидные призмы
Связанный поиск
Связанный поиск- Выпукло-вогнутые линзы производитель
- Оптические стеклянные неполяризующиеся кубические светоделительные кубики
- Многоспектральные оптические линзы
- Ромбовидные призмы из оптического стекла K8
- Yutai оптические линзы из УФ плавленого кварца
- Ик линзы по индивидуальному заказу поставщик
- N-BAF10 / N-SF57 ахроматические линзы
- Применение инфракрасных линз
- Оптические стеклянные светоотражающие оптики
- Оптические сферические одиночные линзы завод
-


-


-


-


WhatsApp

-
WeChat для предприятий
