


Стеклянные планово--вогнутые линзы производители
Когда ищешь производителей стеклянных планово-вогнутых линз, сразу сталкиваешься с парадоксом — половина поставщиков называет их ?простейшим типом оптики?, но при этом каждый второй заказ упирается в проблемы с допусками по краю линзы. Сам годами думал, что раз поверхность сферическая — значит, технология отработана до автоматизма. Пока не получил партию от нового китайского завода, где в паспорте было указано N=5, а на деле краевой просвет давал искажения в проекционных системах. Вот тогда и пришлось разбираться, почему производители стеклянных планово-вогнутых линз до сих пор сталкиваются с высыпанием кромки при шлифовке, даже если используют современные ЧПУ-станки.
Геометрия и материалы: что не пишут в спецификациях
Возьмем типичный случай — линза БК7 диаметром 50 мм с радиусом кривизны -200 мм. В теории все просто: контролируем R, толщину по центру, стрелку прогиба. Но на практике именно у планово-вогнутых линз возникает ?эффект мягкого края? — когда последние 2-3 мм зоны не держат форму из-за перегрева при полировке. Особенно заметно в УФ-диапазоне, где даже микронные отклонения дают рассеяние. Однажды пришлось перебирать три партии от ООО Чанчунь Ютай Оптика, пока не подобрали режим охлаждения шпинделя — оказалось, их технолог специально замедляет финишную обработку на 15%, чтобы избежать термоупругих деформаций. На сайте https://www.yt-optics.ru об этом не пишут, но в переписке инженеры всегда уточняют условия шлифовки.
Кстати, про материалы — многие до сих пор пытаются экономить на кварцевом стекле для лазерных систем. Аргумент: ?зачем переплачивать, если N-BK7 дает схожие показатели?. Но при плотности мощности свыше 10 Дж/см2 именно у планово-вогнутых линз из N-BK7 начинается поверхностная абляция в зоне перехода от плоскости к вогнутости. Проверяли на Nd:YAG лазере — после 500 импульсов появлялись микротрещины вдоль кромки. Пришлось экранировать или переходить на синтетический кварц, хотя его обработка сложнее из-за анизотропии.
Еще один момент — крепление в оправах. Казалось бы, элементарная задача, но именно у вогнутых линз чаще всего возникает напряжение при запрессовке. Особенно если оправа алюминиевая, а линза — тяжелый флинт. Видел случаи, когда после термоциклирования от -40°C до +70°C в объективах ночного видения появлялся астигматизм именно из-за деформации края. Сейчас многие производители, включая Yutai Optics, предлагают лазерную резку посадочных мест с компенсацией теплового расширения — но эту опцию нужно специально запрашивать.
Контроль качества: между ГОСТом и реальностью
По стандарту проверяем три параметра: отклонение радиуса, клиновидность, чистоту поверхности. Но в жизни именно для стеклянных планово-вогнутых линз критичным оказывается ?невидимый? дефект — локальная неоднородность показателя преломления вблизи плоской поверхности. Обнаружили случайно, когда собирали оптическую схему для интерферометра — пятно рассеяния было асимметричным. Методом исключения вышли на то, что проблема в зоне отжига — если охлаждение идет неравномерно, возникают микронапряжения. Теперь всегда просим делать дополнительный контроль на полярископе, даже если в паспорте указано Δn<2×10??.
Особенно сложно с линзами большого диаметра (свыше 80 мм). Здесь даже у проверенных производителей типа Чанчунь Ютай Оптика бывают провалы по краю — не потому что технология хромает, а из-за прогиба заготовки при фиксации на столе. Решение нашли нестандартное — использовать вакуумные присоски с адаптивной геометрией, но это увеличивает стоимость на 20-30%. Для медицинской оптики (например, эндоскопов) такие траты оправданы, а для потребительской электроники — уже нет.
Запомнился случай с партией для биометрических сканеров — заказчик жаловался на шумы в периферийных зонах изображения. Оказалось, проблема не в линзах, а в том, что сборщики использовали УФ-клей с коэффициентом расширения, несовместимым с N-SF11. Пришлось объяснять, что для вогнутых поверхностей адгезивы нужно подбирать с учетом разницы ТКЛР между стеклом и оправой. Теперь в техзаданиях всегда указываем допустимые марки клеев — это сэкономило немало нервов.
Применение в лазерных системах: тонкости, о которых молчат
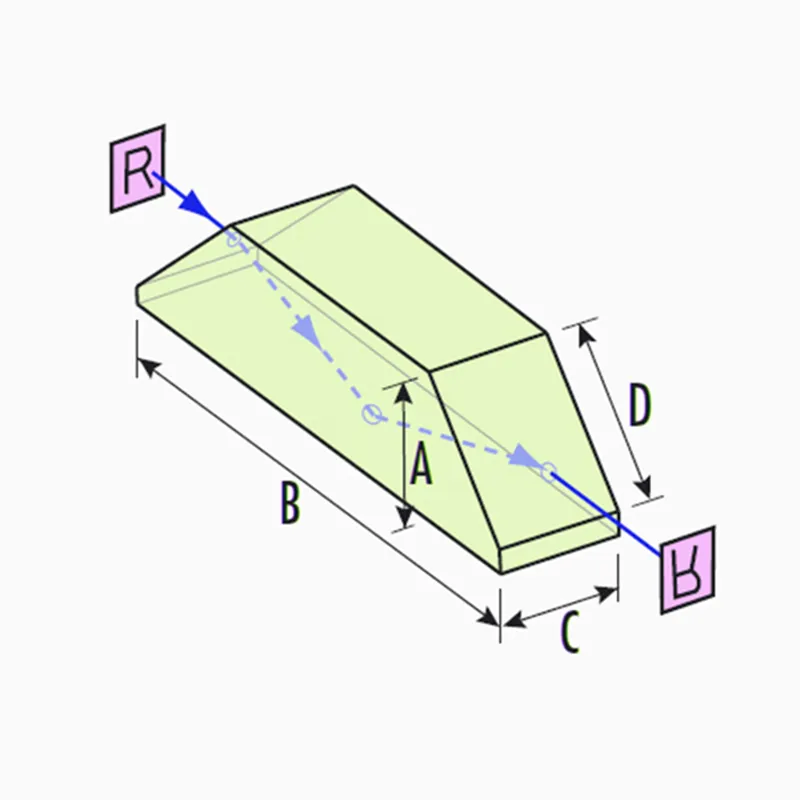
Чаще всего планово-вогнутые линзы используют как расширители пучков или компенсаторы дисперсии. Но мало кто учитывает поляризационные эффекты — при падении под углом больше 45° даже идеально изготовленная линза может давать эллиптическую поляризацию из-за френелевского отражения. В импульсных лазерах это приводит к нелинейным искажениям. Пришлось как-то переделывать целую серию для маркировочных станков — добавлять просветление по спецзаказу, хотя изначально в ТЗ этого не было.
Еще один нюанс — юстировка. Казалось бы, выставил по оптической оси и забыл. Но именно вогнутые поверхности чувствительны к смещению вдоль оси — ошибка всего в 0.1 мм для линзы с R=-100 мм дает волновую аберрацию λ/4. Особенно критично в прецизионных системах типа интерферометров или лидаров. У Yutai Optics есть хорошая практика — они наносят лазерную маркировку с указанием вершины кривизны, что упрощает центровку.
Забавный случай был с заказом для тепловизоров — линзы из германия должны были работать в диапазоне 8-12 мкм. Проверили все параметры — идеально. А на сборке оказалось, что плоская поверхность дает интерференцию из-за остаточного напряжения после полировки. Пришлось экстренно заказывать ионное травление — сейчас этот метод стал стандартом для ИК-оптики, но пять лет назад о нем знали единицы.
Экономика производства: почему дешевое всегда дороже
Сейчас на рынке много предложений от производителей с ценой на 30-40% ниже среднерыночной. Первое время думал — может, нашли способ автоматизировать контроль? Оказалось, все проще — они экономят на финишной полировке, ограничиваясь точностью λ/2 вместо λ/10. Для визуальных систем может пройти, но для проекционных или измерительных — катастрофа. Как-то взяли пробную партию у неизвестного вьетнамского завода — вроде бы все по ГОСТу, но при калибровке обнаружили, что R плавает в пределах ±0.5% вместо заявленных ±0.1%. Пришлось утилизировать.
У ООО Чанчунь Ютай Оптика подход иной — они держат отдельную линию для прецизионной оптики с ручным контролем каждого этапа. Да, дороже, но зато для оборонных заказов или медицинского оборудования надежнее. Кстати, их продукция для биометрической идентификации — отдельная тема: там допуски по поверхности 5 нм, иначе ложные срабатывания возникают.
Сравнивал как-то стоимость линз для автоматизации — разница между рядовым китайским производителем и Yutai Optics достигала 2.5 раз. Но когда посчитали брак и доработки, экономия испарилась. Особенно показателен пример с цилиндрическими линзами — их часто делают на том же оборудовании, что и планово-вогнутые, но технологические допуски строже. Так вот, у дешевых поставщиков процент брака доходил до 15%, тогда как у Ютай — стабильно менее 3%.
Перспективы и альтернативы: куда движется отрасль
Последние годы наблюдается тенденция к переходу на асферические поверхности даже в тех областях, где традиционно использовались стеклянные планово-вогнутые линзы. Аргумент — меньше аберраций, компактнее системы. Но на практике часто выходит, что стоимость асферики в 3-5 раз выше, а выигрыш в качестве заметен только в многолинзовых схемах. Для большинства применений в потребительской электронике или лазерной технике качественные сферические линзы все еще оптимальны.
Интересное направление — гибридные элементы, где на стеклянную основу наносится полимерный асферический слой. Пробовали в коллаборации с Yutai Optics для объективов VR-очков — получилось снизить массу на 40% без потери оптических характеристик. Но пока технология сыровата — после 1000 циклов термоудара начинается расслоение на границе материалов.
Из экзотики — попытки использовать метаповерхности вместо традиционных линз. Теоретически это позволит создавать ультратонкие оптические системы. Но пока себестоимость изготовления делает такие решения нерентабельными для массового производства. Думаю, лет пять-семь производители стеклянных планово-вогнутых линз еще могут спать спокойно — их продукция будет востребована в медицине, оборонке и прецизионном приборостроении.
В целом, если резюмировать — выбор производителя до сих пор остается не столько вопросом цены, сколько понимания технологических возможностей. Опытные инженеры всегда смотрят не на сертификаты, а на то, как завод решает нестандартные задачи. Как-то раз Yutai Optics за неделю перестроили процесс для линз с конической кромкой — просто потому что у нас был срочный заказ для космического аппарата. Вот это и есть настоящий показатель компетенции.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Оптические механические части
Оптические механические части -
 N-BAF10 N-SF10 ахроматические линзы
N-BAF10 N-SF10 ахроматические линзы -
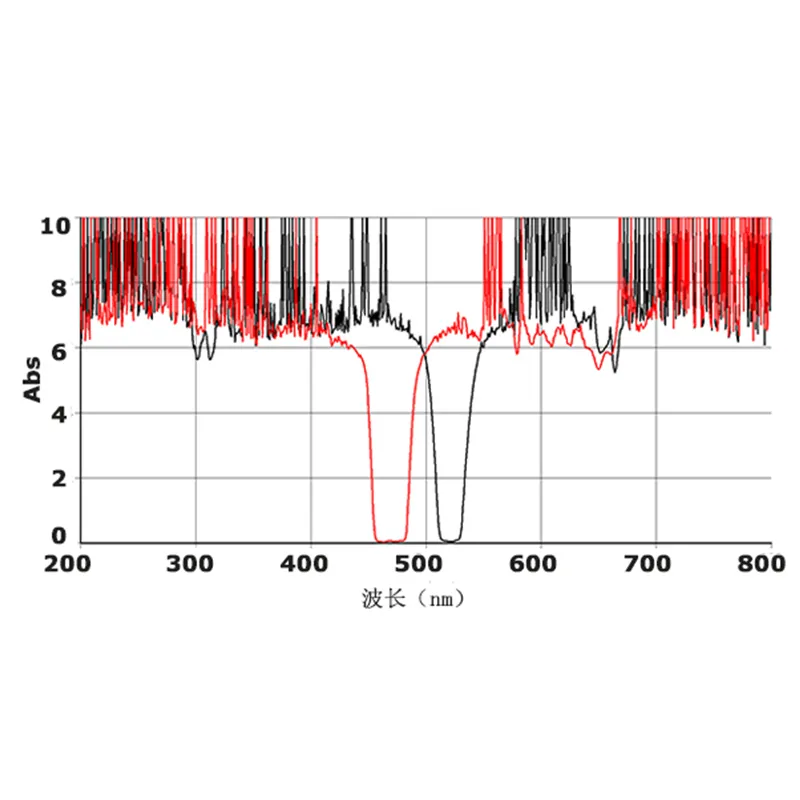
 Оптические инфракрасные полосовые фильтры
Оптические инфракрасные полосовые фильтры -
 Фильтры нейтральной плотности (ND) VIS
Фильтры нейтральной плотности (ND) VIS -
 Клиновидные призмы из оптического стекла K8
Клиновидные призмы из оптического стекла K8 -
 Стекло с падающей цветовой температурой SJB20 SJB80 SJB100 SJB130 SJB140
Стекло с падающей цветовой температурой SJB20 SJB80 SJB100 SJB130 SJB140 -
 Оптические K8 стеклянные асферические линзы
Оптические K8 стеклянные асферические линзы -
 Нелинейный кристалл
Нелинейный кристалл -
 Тонкий лист сапфирового стекла
Тонкий лист сапфирового стекла -
 Инфракрасные пентапризмы
Инфракрасные пентапризмы -
 Сапфировые оптические стержневые линзы
Сапфировые оптические стержневые линзы -
 N-BAF10 N-SF57 ахроматические линзы
N-BAF10 N-SF57 ахроматические линзы
Связанный поиск
Связанный поиск- Ахроматические вклеенные линзы завод
- Стеклянные ахроматические линзы производитель
- N-lak22 ахроматические линзы поставщики
- Оптическое цветное стеклянное фильтр -нейтрально-серое цветное стекло AB
- стеклянные тройные линзы
- N-SF10 ахроматические линзы
- Оптика красные стеклянные фильтры
- Оптические стеклянные призмы Дове SF11
- Оптический элемент из селенида цинка
- Плавленый кварц линзы поставщик
-


-


-


-


WhatsApp

-
WeChat для предприятий
