


Стеклянные планово--вогнутые линзы завод
Когда слышишь про стеклянные планово-вогнутые линзы завод, многие сразу представляют штамповку деталей как на конвейере. Но на деле даже при кажущейся простоте формы тут есть десятки подводных камней — от выбора марки стекла до контроля кривизны поверхности.
Технологические тонкости производства
На нашем производстве в ООО Чанчунь Ютай Оптика долго экспериментировали с К8 и БК7 — классика, конечно, но для некоторых лазерных систем пришлось перейти на ЛК5. Помню, как в 2019 году партия линз пошла с микротрещинами по краю после закалки. Оказалось, проблема была в скорости охлаждения — пришлось пересматривать весь цикл термической обработки.
Толщина края у планово-вогнутых линз — отдельная головная боль. При радиусе кривизны 200 мм и диаметре 50 мм допустимое отклонение по краю не должно превышать 0,05 мм. Мы сначала пробовали контролировать штангенциркулем, но потом перешли на оптические методы — точнее, хоть и дороже.
Шлифовка вогнутой поверхности — та еще задача. Если для плоско-выпуклых линз можно использовать стандартные алмазные инструменты, то здесь пришлось разрабатывать специальные профильные фрезы. Особенно сложно с линзами большого диаметра — при 80 мм и выше начинается просадка центра тяжести.
Контроль качества и типичные дефекты
Интерферометр — наш главный помощник, но и он не всегда спасает. Бывают случаи, когда по паспорту линза идеальна, а в сборке дает астигматизм. Разбирались — оказалось, проблема в микроскопической зоне перехода между плоскостью и вогнутой поверхностью.
Частый брак — неравномерность покрытия. Наносим просветляющее покрытие для видимого диапазона, а на краях появляется радужная пленка. Пришлось менять технологию напыления — теперь держим детали под углом 15 градусов в вакуумной камере.
Мелкие царапины на плоскости — бич массового производства. Раньше считали, что если они меньше 0,01 мм, то можно пропускать. Пока не столкнулись с системой машинного зрения, где такие линзы создавали ложные блики. Теперь проверяем каждую под микроскопом при 50-кратном увеличении.
Применение в реальных проектах
Для медицинских эндоскопов мы как-то делали партию линз с особыми требованиями к биосовместимости покрытия. Пришлось сотрудничать с институтом, разрабатывать специальный состав — обычное магниевое покрытие не подходило из-за возможной реакции с дезинфицирующими растворами.
В лазерных системах нарезания — отдельная история. Там важна не только геометрия, но и термостойкость. Однажды пришлось переделывать всю партию для fiber-лазеров — заказчик не учел тепловое расширение, а мы промолчали. Результат — возврат и испорченная репутация.
Сейчас активно работаем над линзами для систем биометрической идентификации. Требования жёсткие — минимальные искажения, высокая светопропускаемость. Используем стекло с особым коэффициентом преломления, хотя себестоимость выросла на 30%.
Логистика и хранение готовой продукции
Хрупкость — основная проблема при транспортировке. Раньше упаковывали в обычный пенопласт, но после того как пришла партия с 15% боя, перешли на специальные контейнеры с ячейками. Дороже, но надежнее.
Влажность на складе должна быть не выше 45% — иначе покрытие начинает мутнеть. У нас был случай, когда из-за сбоя вентиляции испортилось 200 линз — пришлось все переполировывать.
Маркировка — казалось бы, мелочь. Но когда одновременно идет 5-6 проектов, без четкой системы можно запутаться. Разработали цветовую кодировку по типу стекла и радиусу кривизны — экономит время на отгрузке.
Перспективы развития технологии
Сейчас экспериментируем с асферическими поверхностями — спрос растет, хотя и технологически сложнее. Планово-вогнутые линзы постепенно уступают позиции в прецизионных системах, но для массового применения еще долго будут актуальны.
Автоматизация производства — больной вопрос. Для стандартных партий уже поставили роботизированные линии, но для штучных заказов все равно нужен ручной труд. Операторы с опытом на вес золота.
Экологичность становится важным фактором. Переходим на новые моющие составы без фреона — дороже, но соответствует международным стандартам. Кстати, на сайте https://www.yt-optics.ru можно посмотреть наш экологический сертификат.
Взаимодействие с заказчиками
Частая ошибка клиентов — неверный выбор оптической схемы. Недавно пришел запрос на линзы для проектора — заказчик хотел сэкономить и взять планово-вогнутые вместо асферических. Пришлось объяснять, что будет сильная дисторсия.
Сроки изготовления — вечная проблема. Стандартные линзы делаем за 2 недели, но если нужна специальная марка стекла — ждать приходится до 3 месяцев. Сырье закупаем в основном в Германии и Японии, с доставкой бывают задержки.
Техническая документация — отдельная боль. Многие мелкие производители оборудования до сих пор присылают ТЗ на салфетках. Пришлось разработать шаблон для заполнения требований — снизило количество ошибок на 70%.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Оптические ромбовидные призмы
Оптические ромбовидные призмы -
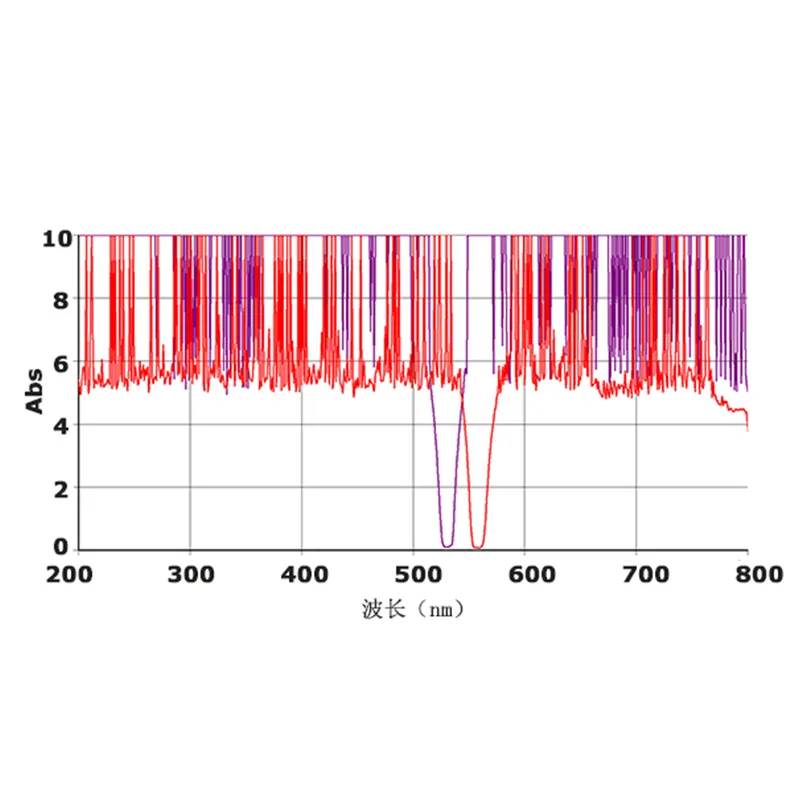
 Режекторные фильтры OD2.0
Режекторные фильтры OD2.0 -
 Стекло с повышенной цветовой температурой SSB40 SSB130 SSB145 SSB165 SSB200
Стекло с повышенной цветовой температурой SSB40 SSB130 SSB145 SSB165 SSB200 -
 Цилиндрические вогнутые диэлектрические зеркала
Цилиндрические вогнутые диэлектрические зеркала -
 Оптические ромбовидные призмы ТФ12
Оптические ромбовидные призмы ТФ12 -
 Линзы BaF2 ультрафиолетового класса
Линзы BaF2 ультрафиолетового класса -
 УФ-линзы из плавленого кварца
УФ-линзы из плавленого кварца -
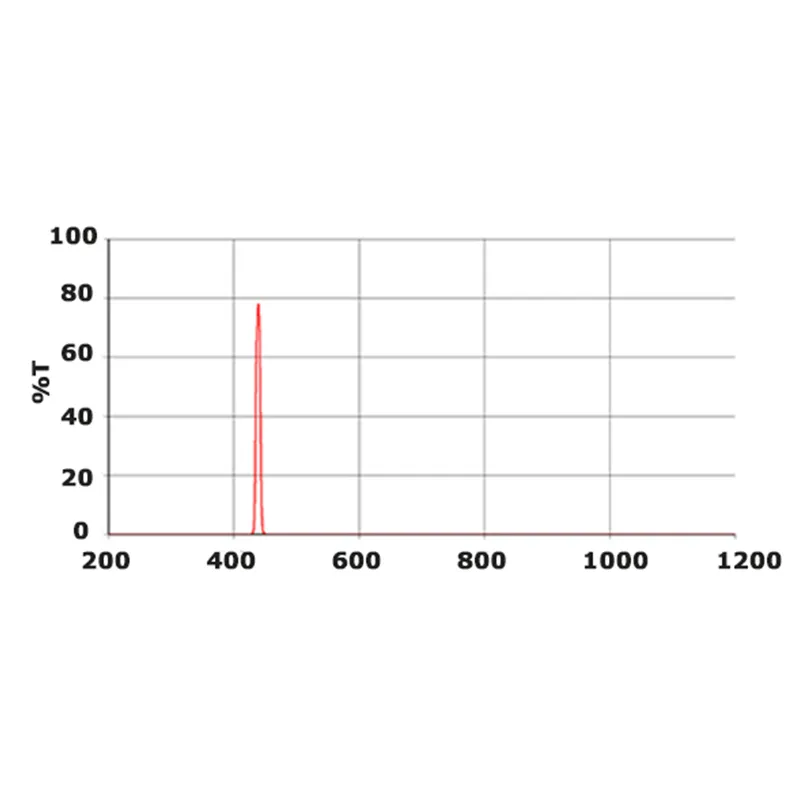 Видимые полосовые фильтры
Видимые полосовые фильтры -
 Полосовые фильтры с наружным кольцом
Полосовые фильтры с наружным кольцом -
 Флуоресцентные полосовые фильтры
Флуоресцентные полосовые фильтры -
 Купола из сапфирового стекла
Купола из сапфирового стекла -
 Оптические Коротковолновые фильтры
Оптические Коротковолновые фильтры
Связанный поиск
Связанный поиск- Тип ахроматических линз n-sf10 поставщик
- Линзы из плавленого кварца завод
- сферические оптические линзы
- N-baf10 / n-sf57 ахроматические линзы поставщик
- Оптика инфракрасные стеклянные фильтры
- Инфракрасное стекло серии HWB
- Защитные стеклянные фильтры
- Светофильтры глубокого ультрафиолета
- Заготовки из ZnSe
- Светофильтры с обоймой
-


-


-


-


WhatsApp

-
WeChat для предприятий
