


Стеклянные линзы по индивидуальному заказу поставщик
Когда слышишь про стеклянные линзы по индивидуальному заказу поставщик, многие сразу думают о простой замене стандартных компонентов. Но на деле это как заказывать костюм у портного — если не учесть кривизну плеч, получится мешок. У нас в ООО Чанчунь Ютай Оптика каждый третий запрос начинается с 'хочу как у серийных, но дешевле'. Приходится объяснять, что индивидуальные линзы — это не про экономию, а про точное попадание в требования системы.
Почему стандартные решения не всегда работают
Взяли как-то заказ на линзы для биометрического сканера. Клиент прислал техзадание с допусками в 5 мкм, но забыл упомянуть температурный диапазон. Сделали по ГОСТу — на испытаниях при -20°C появилась деформация краевой зоны. Пришлось переходить на боросиликатное стекло с низким КТР. Такие нюансы редко прописывают в ТЗ, но они критичны.
Особенно проблематично с УФ-фильтрами для медицинских эндоскопов. Один немецкий производитель требовал коэффициент пропускания 98% на длине 380 нм, но при этом стойкость к стерилизации. Стандартные просветляющие покрытия не выдерживали 100 циклов автоклавирования. Разрабатывали многослойное напыление почти полгода.
Сейчас вижу тенденцию: заказчики все чаще просят комбинированные решения. Например, призмы с фильтрами для лазерных дальномеров. Здесь важно не просто склеить элементы, а рассчитать адгезию материалов с разным ТКЛР. Мы в Yutai Optics для таких случаев держим отдельную линию вакуумной спайки.
Технологические ловушки при изготовлении
Многие недооценивают роль шлифовки кромок. Для линз в системах высокоскоростной съемки даже микроскол в 0.01 мм вызывает дифракционные искажения. Как-то отгрузили партию для камер видеонаблюдения — через месяц вернули 30% с жалобами на 'ореолы' вокруг точечных источников света. Причина оказалась в агрессивной ультразвуковой очистке после обработки кромок.
С цилиндрическими линзами для лазерных принтеров вообще отдельная история. Здесь геометрия оси должна быть идеальной, иначе пятно сканирования плывет. Один производитель из Подмосковья трижды переделывал заказ, пока мы не подобрали режим контактной полировки с контролем кривизны в реальном времени.
Сейчас пробуем внедрить ионно-лучевую обработку для асферических поверхностей. Пока дороговато, но для проекторов с короткофокусными объективами это единственный способ добиться равномерности светового потока. На сайте yt-optics.ru выложили тестовые отчеты по таким компонентам — клиенты стали чаще интересоваться.
Особенности контроля качества
Интерферометры — это хорошо, но для серийных партий индивидуальных линз мы дополняем их ручной проверкой под микроскопом. Особенно для применений в оборонной оптике, где важен каждый микрон. Как-то пропустили пузырь диаметром 15 мкм в призме для перископа — вся партия вернулась с претензией.
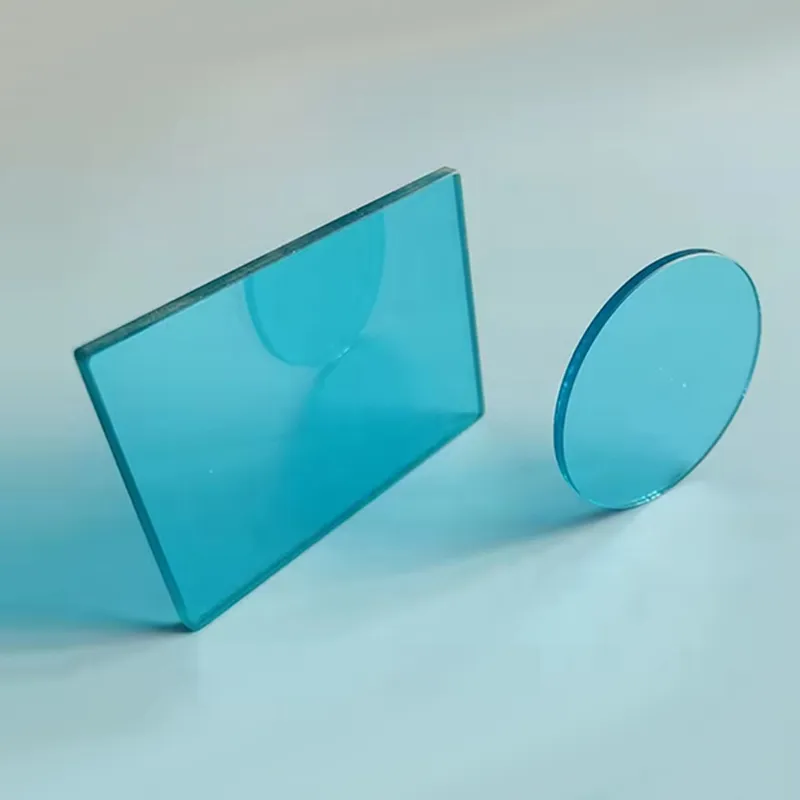
С плоскими окнами для датчиков автоматизации сейчас ужесточили требования к однородности материала. Раньше довольствовались визуальным контролем на просвет, теперь внедрили полярископию. Обнаружили, что остаточные напряжения в стекле после термообработки влияют на точность измерений лазерных дальномеров.
Самое сложное — проверить линзы для биометрических систем. Тут нужны специальные тестовые мишени с субпиксельными паттернами. Разрабатывали их совместно с институтом оптики, потратили месяцев восемь. Зато теперь можем гарантировать отсутствие дисторсии до 0.001%.
Логистика и упаковка
С индивидуальными заказами всегда сложно с упаковкой. Для крупногабаритных линз (диаметром от 200 мм) пришлось создавать многослойные контейнеры с демпфирующими вставками. Однажды разбили зеркало для телескопа стоимостью как бюджет небольшой лаборатории — теперь все критичные элементы пакуем в антистатические пенопласты с индикаторами удара.
Для экспресс-доставки в Европу используем вакуумные пакеты с силикагелем. Влажность — главный враг просветляющих покрытий. Особенно для фильтров ИК-диапазона, где гигроскопичные материалы.
Интересный случай был с поставкой в Казахстан: линзы для системы распознавания лиц прошли таможню без проблем, а вот сертификаты соответствия задержали на месяц. Пришлось организовывать временный допуск через местный технадзор. Теперь всегда заранее уточняем нормативку для стран СНГ.
Экономика индивидуального производства
Многие клиенты удивляются, почему линза диаметром 50 мм стоит как серийная 100 мм. Но они не учитывают стоимость переналадки станков ЧПУ, разработки оснастки и техдокументации. Для партии в 10 штук эти затраты могут составлять до 60% цены.
Сейчас активно продвигаем услугу прототипирования для стартапов в сфере потребительской электроники. Делаем первые образцы почти по себестоимости, но с условием последующих серийных заказов. Уже два вендорских проекта выросли в стабильных партнеров.
Для постоянных клиентов из медицинской сферы ввели гибкую систему скидок на повторные заказы. Особенно востребовано для эндоскопов и микроскопов — там часто нужны идентичные замены без перенастройки оптических систем.
Перспективы и ограничения
Сейчас вижу потенциал в гибридных решениях: стеклянные линзы с полимерными покрытиями для систем дополненной реальности. Но пока не можем добиться стабильного сцепления материалов при перепадах влажности. Экспериментируем с плазменной активацией поверхностей.
Еще одна головная боль — цветокоррекция для многолинзовых объективов. Заказчики хотят одновременно и высокое светопропускание, и точную цветопередачу. Приходится подбирать специальные марки стекол с минимальной дисперсией, что удорожает продукцию на 20-30%.
Но главное — сохранять баланс между технологическими возможностями и реальными потребностями рынка. Как показывает практика ООО Чанчунь Ютай Оптика, 70% заказов на индивидуальные линзы так или иначе связаны с модернизацией существующих систем, а не созданием принципиально новых устройств. Поэтому важно уметь адаптировать стандартные технологии под нестандартные задачи.
Соответствующая продукция
Соответствующая продукция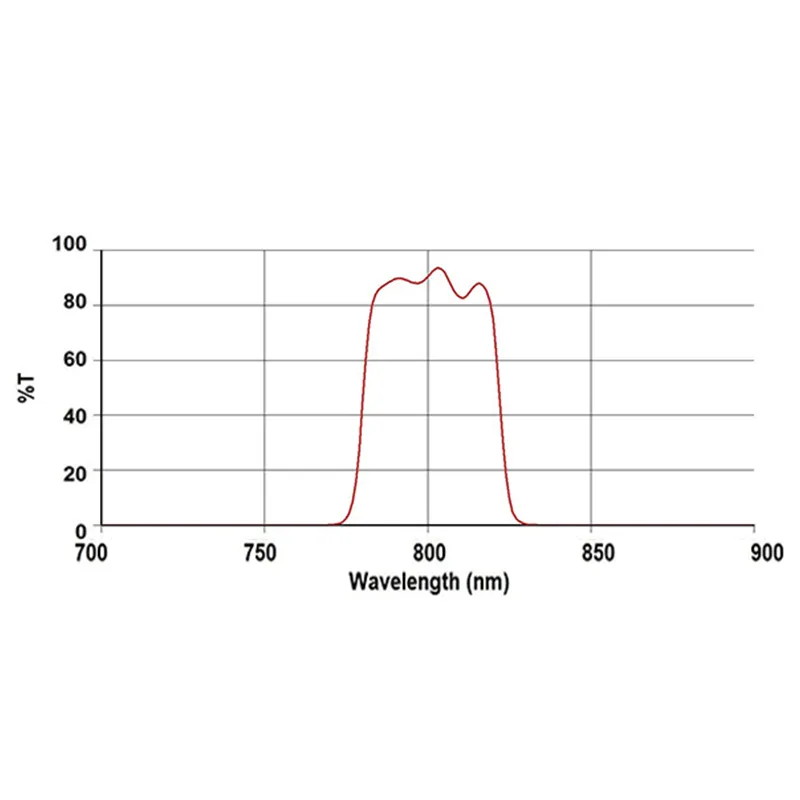


Самые продаваемые продукты
Самые продаваемые продукты-
 Режекторные фильтры OD2.0
Режекторные фильтры OD2.0 -
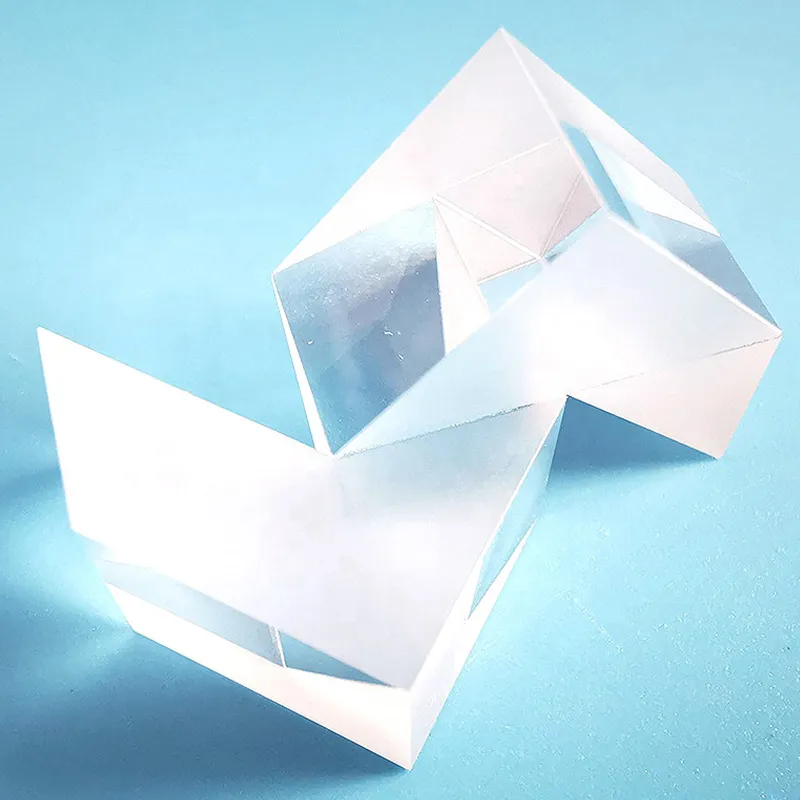 Оптические Призмы Клага
Оптические Призмы Клага -
 Кремниевые заготовки
Кремниевые заготовки -
 Стандартные фокусирующие линзы ZnSe
Стандартные фокусирующие линзы ZnSe -
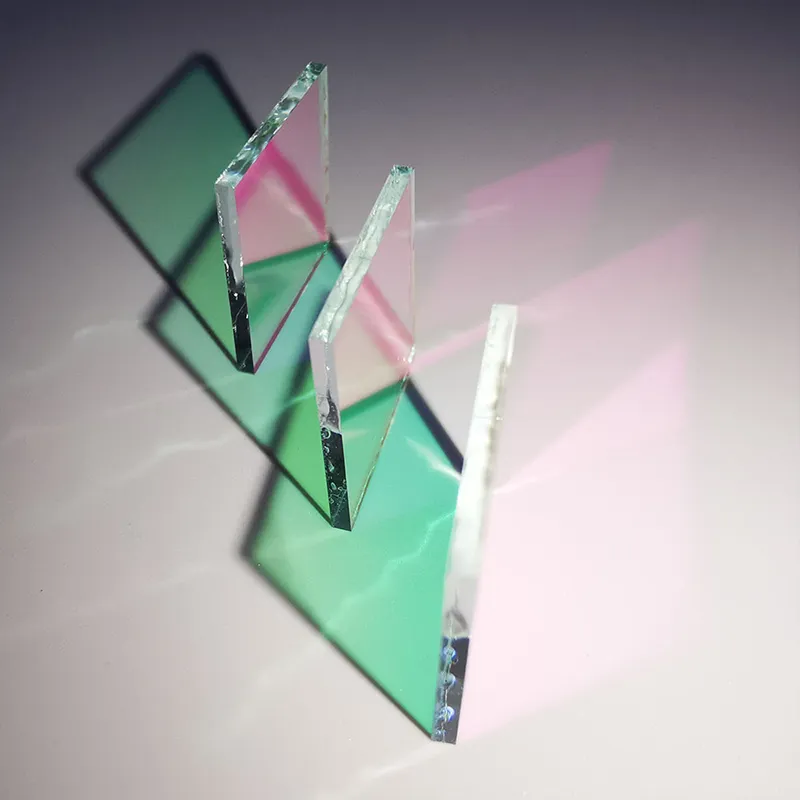
 Стекло с повышенной цветовой температурой SSB40 SSB130 SSB145 SSB165 SSB200
Стекло с повышенной цветовой температурой SSB40 SSB130 SSB145 SSB165 SSB200 -
 Инфракрасные линзы BaF2
Инфракрасные линзы BaF2 -
 Оптические Алмазоподобное покрытие
Оптические Алмазоподобное покрытие -
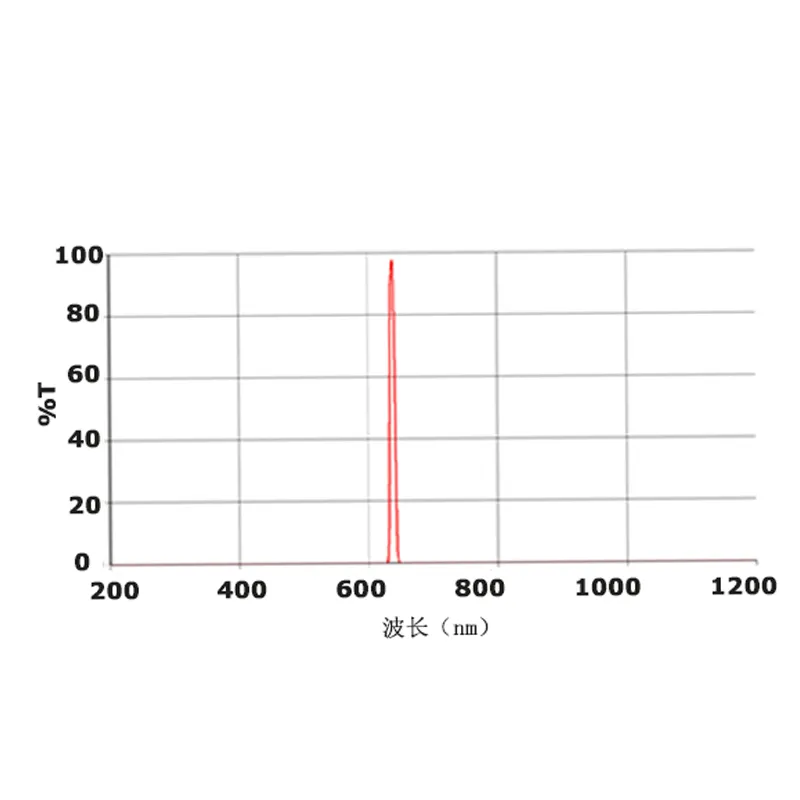
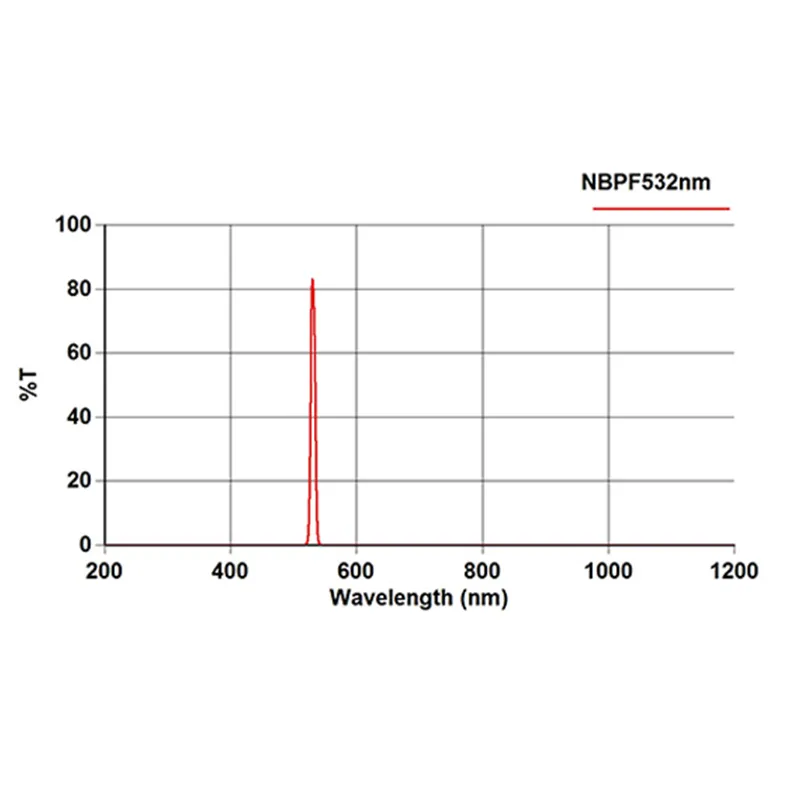 Узкополосные фильтры
Узкополосные фильтры -
 Фильтр для микропланшетного фотометра
Фильтр для микропланшетного фотометра -
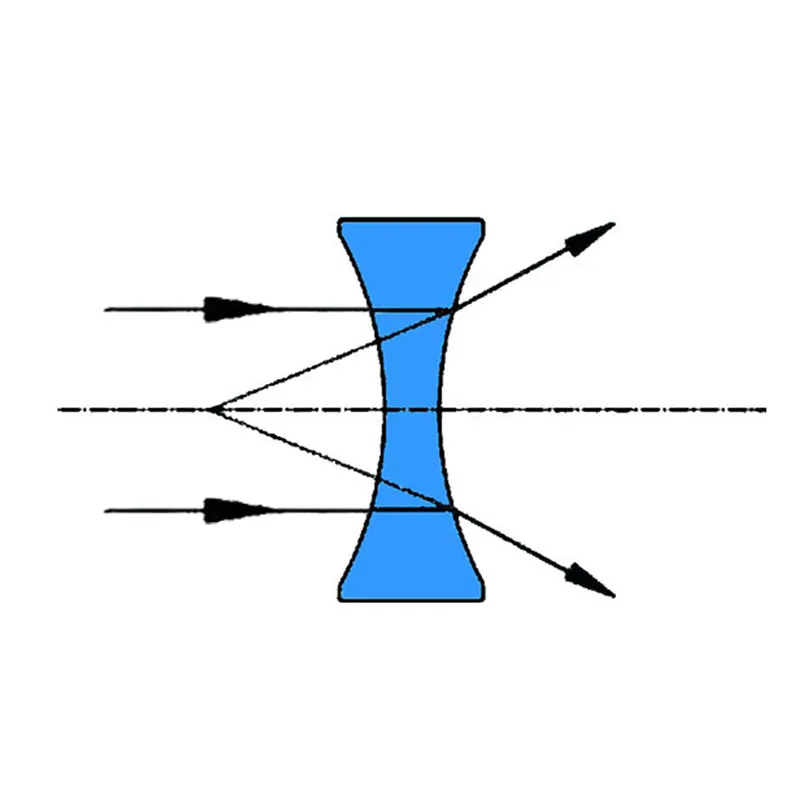
 N-PK52A SF10 ахроматические линзы
N-PK52A SF10 ахроматические линзы -
 Окна K8 с отверстием
Окна K8 с отверстием -
 Оптические стержневые линзы
Оптические стержневые линзы
Связанный поиск
Связанный поиск- Оптические окна K8 с круглыми углами
- Поликристаллические окна CaF2
- N-sf5 ахроматические линзы заводы
- Оптическое цветное стеклянное фильтр -золотое (жёлтое) стекло JB1 JB9
- Оптический поликристаллический CaF2
- клиновидные призмы из оптического стекла
- Пентапризмы из оптического стекла K8
- Оптические K8 ступенчатые стёкла
- Оптические зеркало из флоат-стекла
- Плавленый кварц линзы заводы
-


-


-


-


WhatsApp

-
WeChat для предприятий
