


Стеклянные выпуклые линзы завод
Когда слышишь 'стеклянные выпуклые линзы завод', многие представляют гигантские конвейеры с роботами — но в реальности это часто цеха с ветеранскими станками советской сборки, где каждый миллиметр кривизны выверяется вручную. На примере ООО Чанчунь Ютай Оптика видно, как классические технологии сочетаются с современными требованиями к точности. Основная ошибка новичков — думать, что выпуклая линза это просто 'стекляшка с пузом', хотя на деле кривизна поверхности влияет на всё: от дисторсии до термоустойчивости в лазерных системах.
Технологические тонкости производства
На нашем заводе в Чанчуне до сих пор используют метод точного шлифования с контролем по шаблонам — не самый быстрый, но дающий стабильный результат для сферических оптических линз. Помню, как в 2018 пытались внедрить японские станки с ЧПУ для асферических поверхностей, но столкнулись с проблемой: классические выпуклые линзы для медицинских эндоскопов требовали другого подхода к полировке. Пришлось комбинировать методы — финальную доводку всё равно делали опытные мастера с лупой.
Ключевой момент — подбор стекла. Для выпуклых линз в лазерных системах берём БК7 или кварц, но если клиент хочет удешевить продукцию для потребительской электроники, иногда идём на компромисс с оптическим пластиком. Хотя лично я всегда спорю с менеджментом — дешёвые аналоги приводят к переделкам, как было с партией для сканеров отпечатков пальцев в 2021.
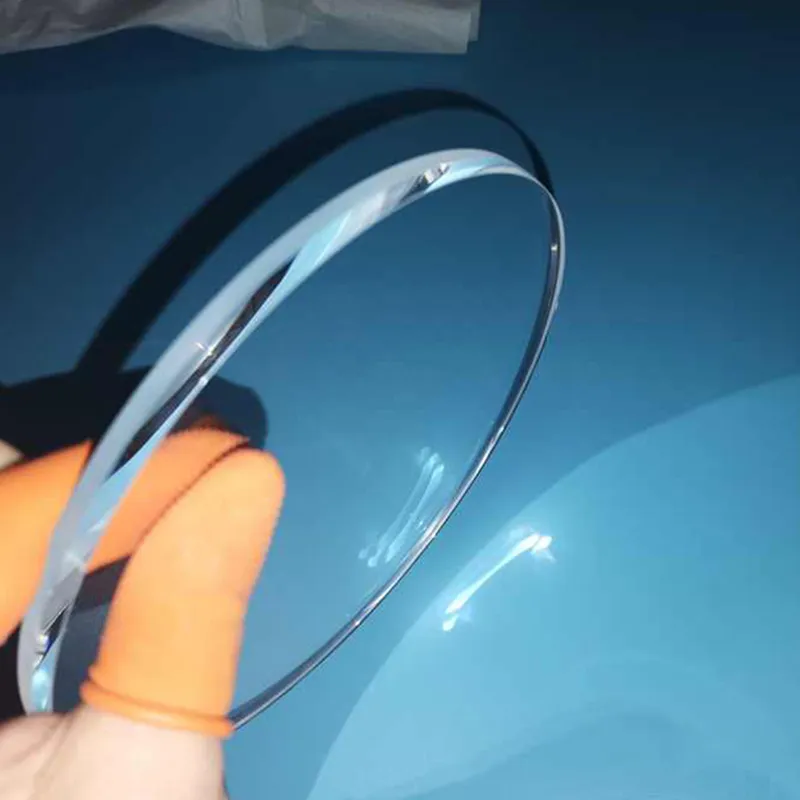
Толщина края — отдельная головная боль. При диаметре от 50 мм и радиусе кривизны R1/R2 менее 1.5 часто получаем перекосы, которые заметны только при сборке в оправу. Как-то раз пришлось списыть целую партию из-за 0.2 мм разницы — заказчик из оборонки не принял по госту.
Контроль качества: между теорией и практикой
Интерферометры — это хорошо, но для серийных стеклянные выпуклые линзы мы до сих пор используем пробные сборки с эталонными компонентами. Особенно для цилиндрических линз, где астигматизм может 'вылезти' только в связке с зеркалами. На сайте yt-optics.ru пишем про автоматизированный контроль, но в цехе №3 до сих пор висит стенд с ручными измерителями сферичности 1987 года — он ни разу не подвёл.
Заметил интересную закономерность: линзы для биометрической идентификации требуют вдвое больше замеров, чем для лазерных систем. Видимо, сказывается работа с мелкими деталями изображения. Как-то пришлось переделывать партию для китайского завода по производству смартфонов — их система распознавания лица давала сбой при угле падения света больше 15 градусов.
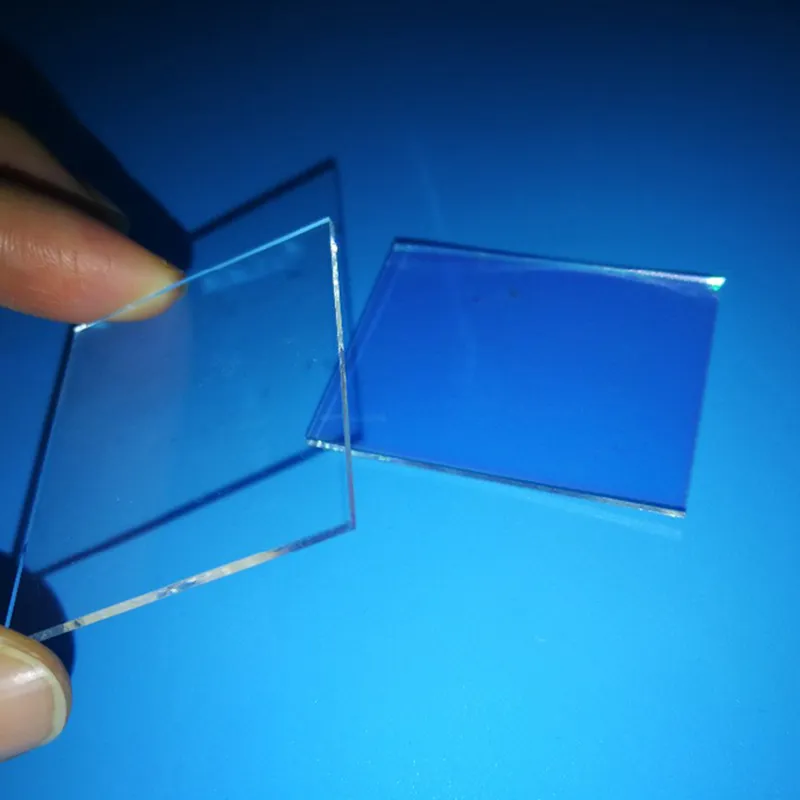
Самое сложное — проверить оптические плоские окна на предмет микроскопической выпуклости. Теоретически они должны быть идеально плоскими, но на практике всегда есть дефекты в 1-2 λ. Приходится объяснять клиентам из медицины, что для хирургических микроскопов это некритично, а для интерферометров — уже брак.
Логистика и упаковка — неочевидные сложности
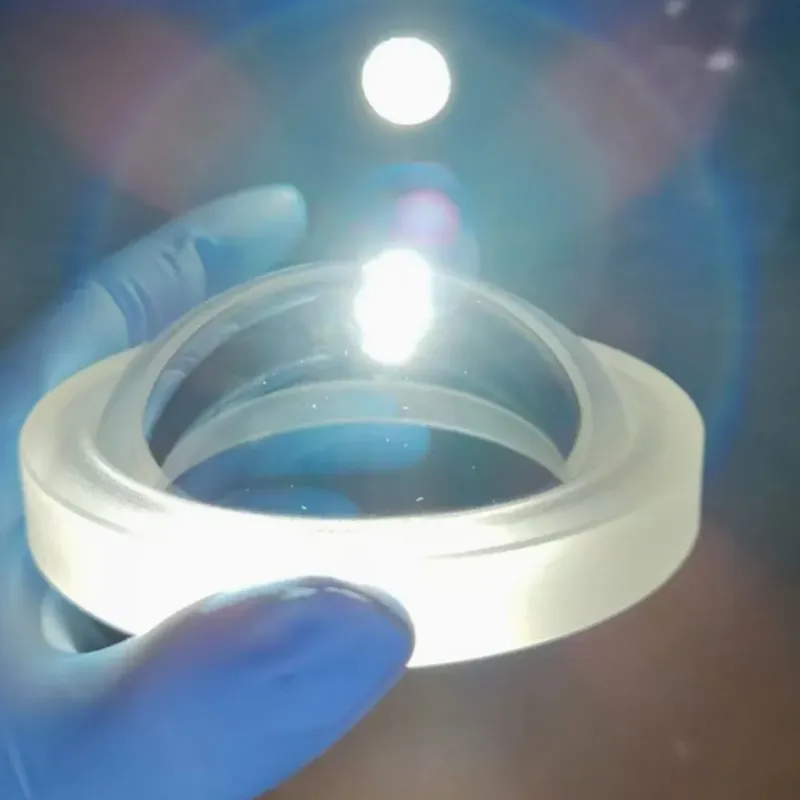
Мало кто задумывается, но транспортировка выпуклых линз — отдельная наука. Для продукции диаметром свыше 80 мм мы разрабатываем индивидуальные кейсы с демпфирующими вставками. В 2019 потеряли три линзы для астрономического оборудования из-за вибрации в грузовике — теперь тестируем упаковку на вибростенде.
Фильтры и призмы обычно проще в транспортировке, но с выпуклыми поверхностями всегда есть риск образования микротрещин в местах контакта с упаковкой. Перешли на вакуумные держатели из вспененного полиэтилена — дорого, но сократило брак при доставке на 30%.
Особенно сложно с линзами для оборонной промышленности — там кроме физической сохранности нужно обеспечивать защиту от пыли и статики. Пришлось закупать антистатические кофры с азотной продувкой, хотя изначально казалось избыточным.
Эволюция требований заказчиков
Раньше в автоматизации довольствовались линзами с точностью λ/4, сейчас требуют λ/10 для систем машинного зрения. При этом сроки изготовления сократились вдвое — приходится оптимизировать процессы без потери качества. Например, для оптические плоские окна теперь делаем предварительную шлифовку на трёх станках параллельно.
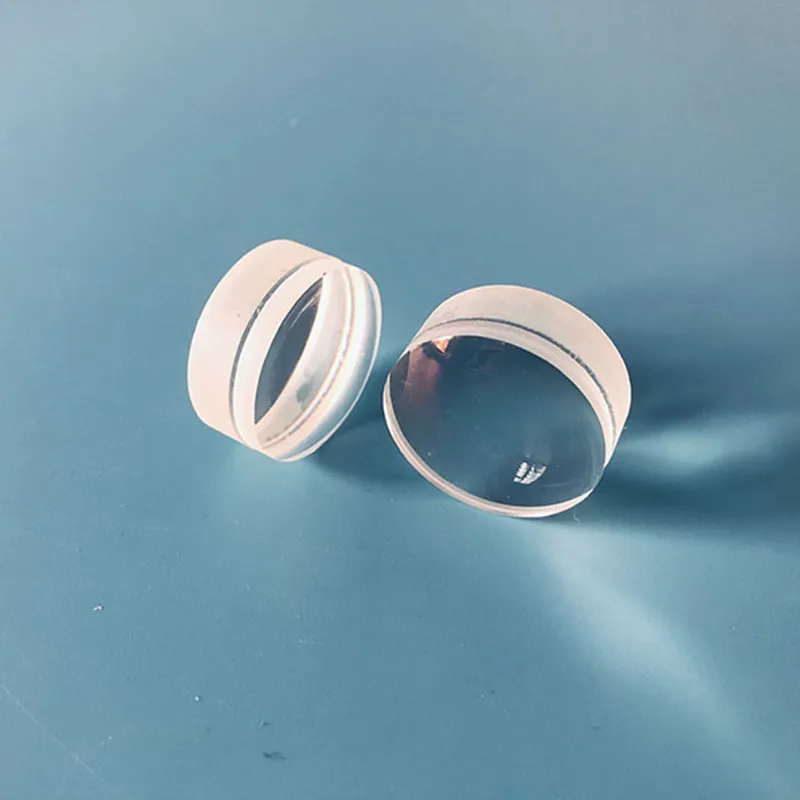
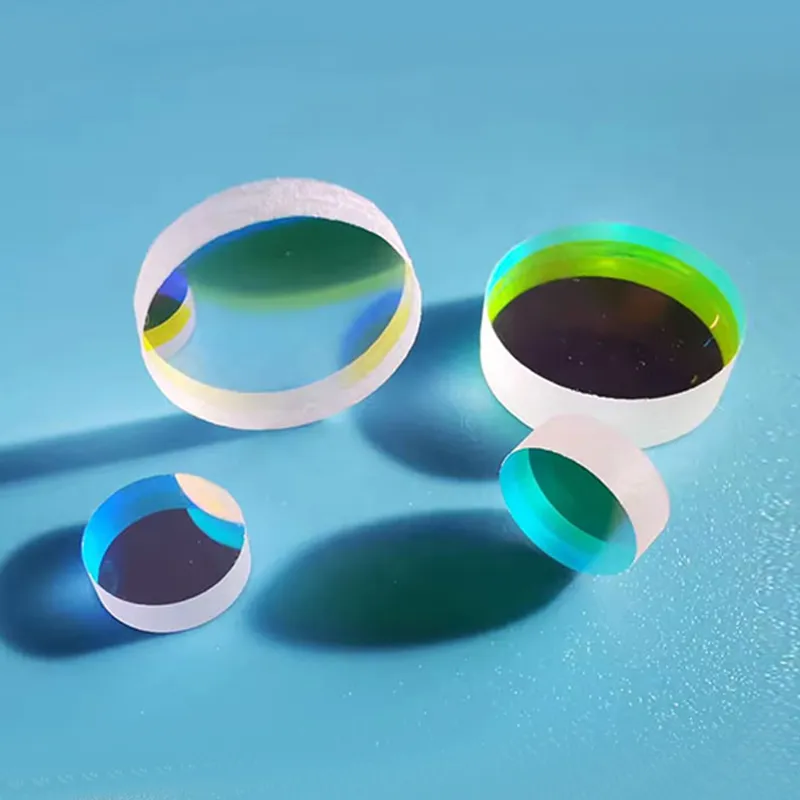
В лазерных технологиях появился новый тренд — комбинированные элементы. Недавно делали выпукло-вогнутую линзу с просветляющим покрытием для fiber laser — пришлось полностью перенастраивать линию напыления. Кстати, покрытия — отдельная тема: для разных спектральных диапазонов используем многослойные напыления, которые сами разрабатываем.
Запросы из потребительской электроники вообще отдельная история. Производители камер в смартфонах требуют уменьшить толщину линз до 0.8 мм при сохранении кривизны — это на грани возможного для стекла. Часто предлагаем перейти на полимеры, но не все соглашаются из-за коэффициента преломления.
Перспективы и тупиковые направления
Пытались освоить производство асферических выпуклых линз для новых систем формирования изображения — технологически возможно, но экономически невыгодно при мелких сериях. Оборудование для прецизионной полировки асферики окупается только при тиражах от 10 тысяч штук.
Зато нашли нишу в медицинской оптике — делаем линзы для эндоскопов с увеличенным полем зрения. Тут как раз пригодился опыт работы с выпуклыми поверхностями малого радиуса. Кстати, на https://www.yt-optics.ru теперь вынесен отдельный каталог медицинских компонентов — раньше всё было в общем перечне.
Сейчас экспериментируем с монокристаллическим кремнием для ИК-диапазона — перспективно для тепловизоров, но пока дороже германия в 1.5 раза. Если удастся договориться с поставщиками сырья о скидках, может стать прорывом для оборонных заказов.
Выводы, которые не пишут в рекламных буклетах
Главный урок за последние годы — универсальных решений нет. Каждая отрасль требует своего подхода: в биометрической идентификации важнее однородность стекла, в лазерных технологиях — точность кривизны, в потребительской электронике — цена. Поэтому на заводе сохранили несколько технологических линий вместо одной 'идеальной'.
Стеклянные выпуклые линзы остаются востребованными несмотря на конкуренцию с пластиком — там, где важна стабильность параметров и термостойкость, альтернатив пока нет. Другое дело, что производство становится всё более кастомизированным — редко когда делаем одинаковые партии больше года.
Если бы начинал сейчас, возможно, больше внимания уделил бы автоматизации контроля качества — ручные замеры съедают 30% времени. Но с другой стороны, именно человеческий опыт помогал находить неочевидные дефекты, которые пропускает техника. Наверное, идеальный баланс где-то посередине.
Соответствующая продукция
Соответствующая продукция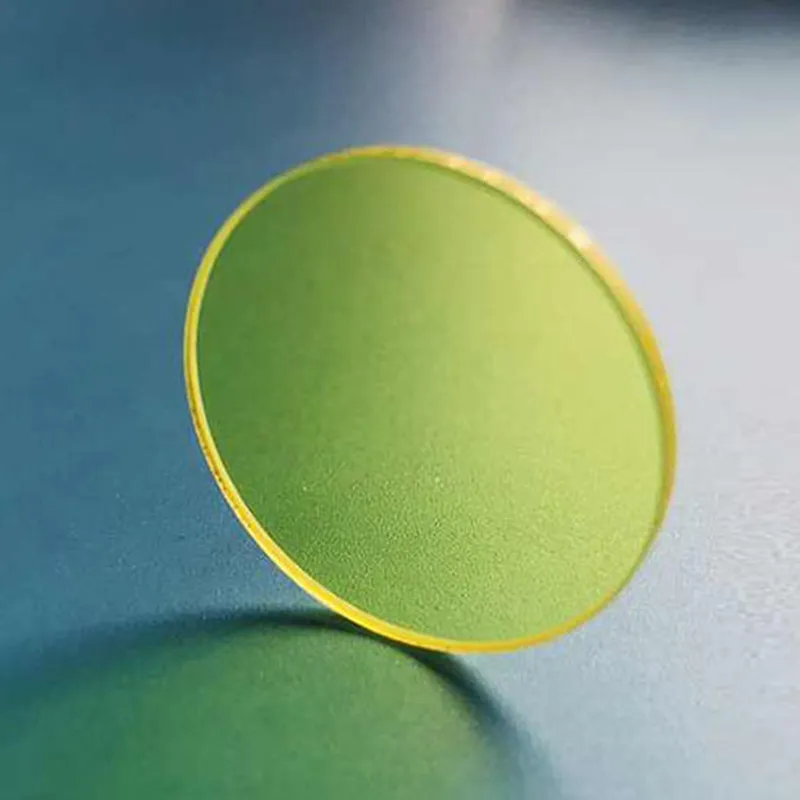



Самые продаваемые продукты
Самые продаваемые продукты-
 Инфракрасное стекло HB780 HB800 HB830 HB850 HB900 HB930
Инфракрасное стекло HB780 HB800 HB830 HB850 HB900 HB930 -
 Германиевые ступенчатые стеклянные окна
Германиевые ступенчатые стеклянные окна -
 Неполяризующие светоделительные кубики (NPBS)
Неполяризующие светоделительные кубики (NPBS) -
 Оптические призмы Дове ТФ12
Оптические призмы Дове ТФ12 -
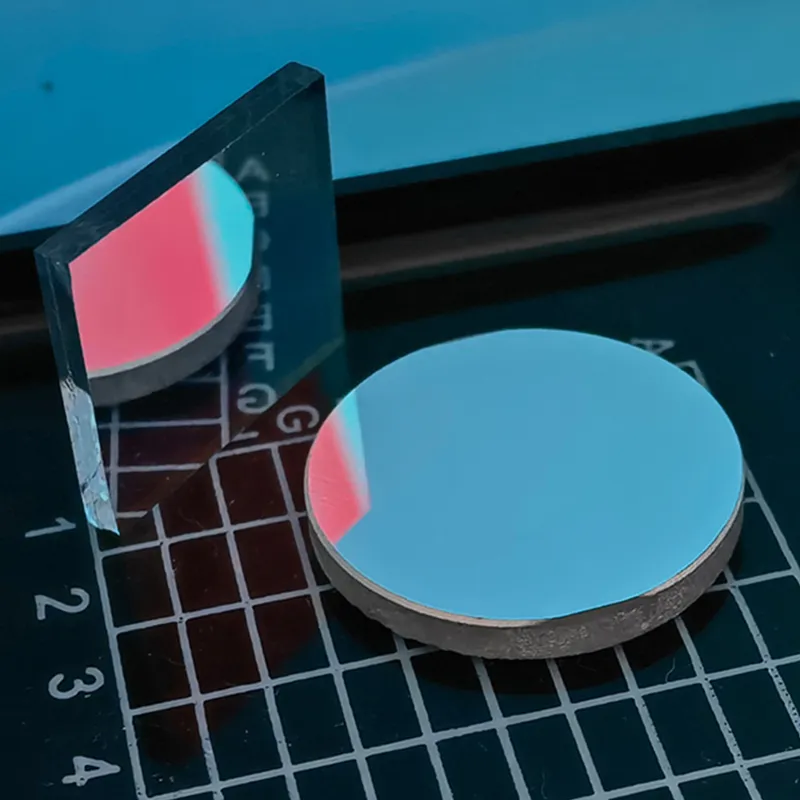
 Зеркала с защитным серебряным покрытием
Зеркала с защитным серебряным покрытием -
 Клиновидные призмы из оптического стекла K8
Клиновидные призмы из оптического стекла K8 -
 Тонкий лист стекла K8
Тонкий лист стекла K8 -
 Оптические Полосовые фильтры
Оптические Полосовые фильтры -
 Стекло с падающей цветовой температурой SJB20 SJB80 SJB100 SJB130 SJB140
Стекло с падающей цветовой температурой SJB20 SJB80 SJB100 SJB130 SJB140 -
 Окна из плавленого кварца серии Coring
Окна из плавленого кварца серии Coring -
 Режекторные фильтры OD2.0
Режекторные фильтры OD2.0 -
 Фиолетовое стекло ZB1 ZB2 ZB3
Фиолетовое стекло ZB1 ZB2 ZB3
Связанный поиск
Связанный поиск- Оптические поликристаллические окна из MgF2
- Оранжевые стеклянные фильтры
- Стеклянные оптики с оптическим алмазоподобным покрытием
- Ступенчатое оптическое стекло
- Оптический элемент из фторида лития
- Тонкий лист плавленого кварцевого стекла
- Стеклянные сферические линзы K8
- Yutai оптические стеклянные равносторонние призмы
- Цветные стеклянные фильтры Ютай Оптика
- Оптические Просветляющее покрытие
-


-


-


-


WhatsApp

-
WeChat для предприятий
