


Положительные менисковые линзы по индивидуальному заказу производитель
Всё чаще клиенты путают стандартные выпукло-вогнутые линзы с настоящими менисковыми системами — это как сравнивать готовый костюм с тем, что сшит по вашим меркам. Заказные положительные менисковые линзы требуют не просто подбора кривизны, а учёта десятков параметров, от коэффициента преломления до термостойкости покрытия.
Почему индивидуальный заказ — это не просто ?шлифовка под клиента?
Начну с примера: в прошлом году к нам в ООО Чанчунь Ютай Оптика обратилась лаборатория, разрабатывающая лазерные дальномеры. Им нужны были линзы для коррекции сферических аберраций в условиях перепадов температур. Стандартные образцы давали расфокусировку на дистанциях свыше 500 метров — пришлось пересчитывать радиусы склеивания и подбирать материал с низким КТР.
Здесь многие ошибаются, думая, что достаточно изменить один параметр. На деле даже толщина края мениска влияет на виньетирование, особенно в широкоугольных системах. Мы провели три цикла испытаний, пока не подобрали оптимальный баланс между светосилой и минимальной дисторсией.
Кстати, о материалах: часто заказчики требуют ИК-оптику, но не учитывают хрупкость германия. Пришлось разработать гибридный вариант — сердцевина из кварца с напылением, выдерживающая вибрацию до 15G. Такие нюансы в каталогах не пишут.
Технологические ловушки при производстве асферических менисков
Наш сайт yt-optics.ru описывает возможности, но вживую всё сложнее. Например, при шлифовке асферического мениска для медицинских эндоскопов столкнулись с проблемой: CNC-станок давал погрешность 0.2 мкм, но после напыления антибликового слоя возникали микротрещины на стыках.
Пришлось менять технологию вакуумного напыления — увеличили время прогрева камеры до 8 часов, хотя обычно хватает трёх. Это удорожает процесс, но для хирургических приборов компромиссы недопустимы.
Запомнился случай с оборонным заказом: линзы для тепловизоров должны были работать при -50°C. Первая партия треснула при термошоке — не учли разницу КТР стекла и оправы. Перешли на особый тип клея-герметика, который сейчас используем в арктических модификациях.
Как избежать ошибок при расчёте оптической силы
Часто заказчики присылают ТЗ с жёсткими требованиями к фокусному расстоянию, но забывают про паразитные засветки. В проекте для биометрических сканеров мы добавили компенсационные фаски — незначительная метаморфоза геометрии края линзы снизила рассеяние на 18%.
Важный момент: положительные менисковые линзы для лазерных систем требуют контроля поляризации. Как-то раз пришлось переделывать всю партию из-за незамеченного двоения лучей — проблема была в микронеровностях склеивающего слоя.
Практические кейсы: от неудач до рабочих решений
Расскажу про провальный эксперимент с ультратонкими менисками для камер смартфонов. Рассчитали идеальную кривизну, но при массовом производстве выяснилось: полимерные основы дают усадку при отверждении УФ-лампой. Потеряли 2000 заготовок — теперь всегда тестируем термоциклирование для мобильной электроники.
А вот успешный пример: для системы автоматизации складов сделали линзы с увеличенным полем зрения. Применили асферический мениск с переменной толщиной — это снизило вес на 40% без потерь светосилы. Такие решения сейчас востребованы в роботизированных комплексах.
Кстати, в ООО Чанчунь Ютай Оптика мы накопили базу типовых решений для разных отраслей. Но каждый раз приходится адаптировать их под конкретные условия — будь то защищённые камеры для шахт или оптические фильтры для генетических анализаторов.
Что важно при выборе производителя
Не все понимают, что возможности производства определяются не только станками. У нас, например, есть собственная лаборатория для контроля волнового фронта — это критично для лазерной техники. Без такого оборудования можно сделать красивые линзы, но они не пройдут тесты на монохроматичность.
Ещё советую обращать внимание на подход к калибровке. Мы ведём журналы подгонки параметров для каждого заказа — это помогает избежать повтора ошибок. Как-то раз сэкономили клиенту две недели, когда распознали схожую проблему из архива.
И да, не стесняйтесь запрашивать тестовые образцы. Один наш постоянный партнёр из сферы потребительской электроники всегда тестирует три варианта покрытий перед запуском серии — это разумная практика.
Нюансы контроля качества
При приёмке положительных менисковых линз мы используем метод Шэка-Гартмана, хотя многие ограничиваются интерферометрами. Это позволяет выявить локальные неоднородности, которые критичны в высокоточных системах. Обнаружили как-то астигматизм в 0.05λ, который проявился только при работе с когерентным излучением.
Забавный случай: для проекта в области биометрической идентификации требовалось нанести штрих-код на торец линзы. Оказалось, лазерная гравировка меняет внутренние напряжения — пришлось разрабатывать щадящий режим маркировки.
Перспективы и ограничения технологии
Сейчас активно экспериментируем с градиентными материалами для менисков — это позволит создавать линзы с переменным показателем преломления. Но пока технология дорогая, подходит только для медицинских и научных применений.
Интересное направление — гибридные системы, где положительный мениск сочетается с дифракционными элементами. Это решает проблему хроматических аберраций, но требует юстировки с точностью до микрона.
Из ограничений: до сих пор не удаётся массово производить менисковые линзы диаметром более 300 мм без потери однородности. Для крупных телескопов идём по пути сборных конструкций — но это уже совсем другая история.
В целом, производство положительных менисковых линз по индивидуальному заказу — это всегда компромисс между идеальной оптикой и технологическими возможностями. Главное — не бояться пересматривать расчёты и иметь запасные варианты для нестандартных ситуаций. Как показывает практика, даже неудачные эксперименты в итоге добавляют полезные данные в общую копилку знаний.
Соответствующая продукция
Соответствующая продукция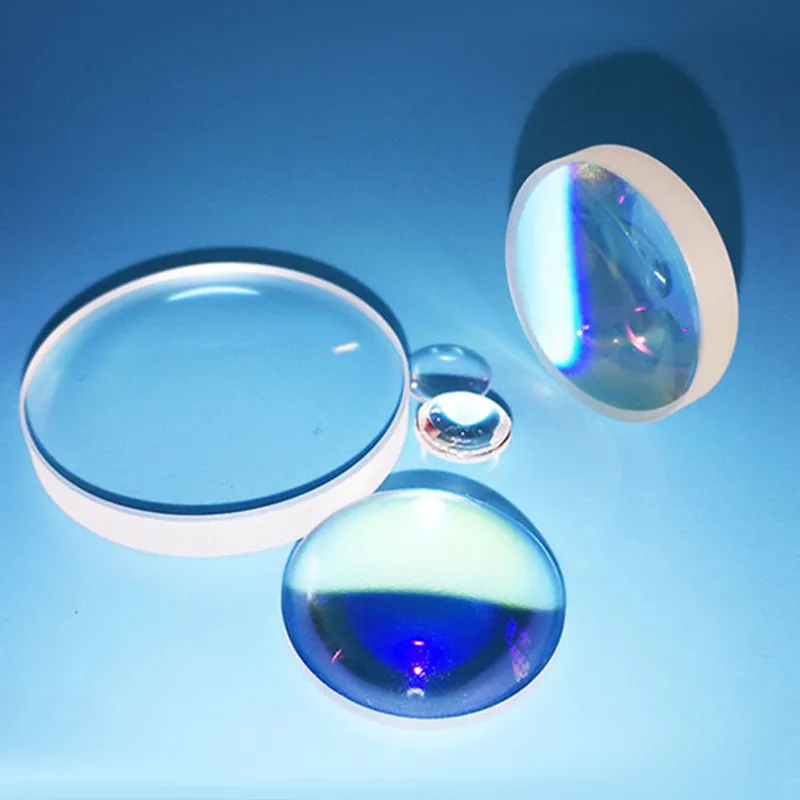





Самые продаваемые продукты
Самые продаваемые продукты-
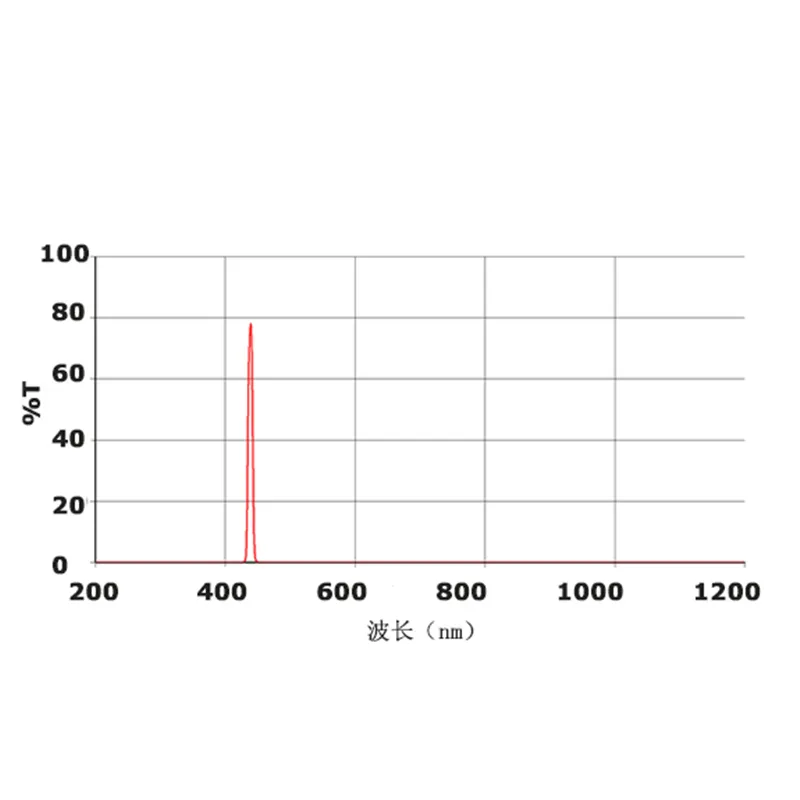
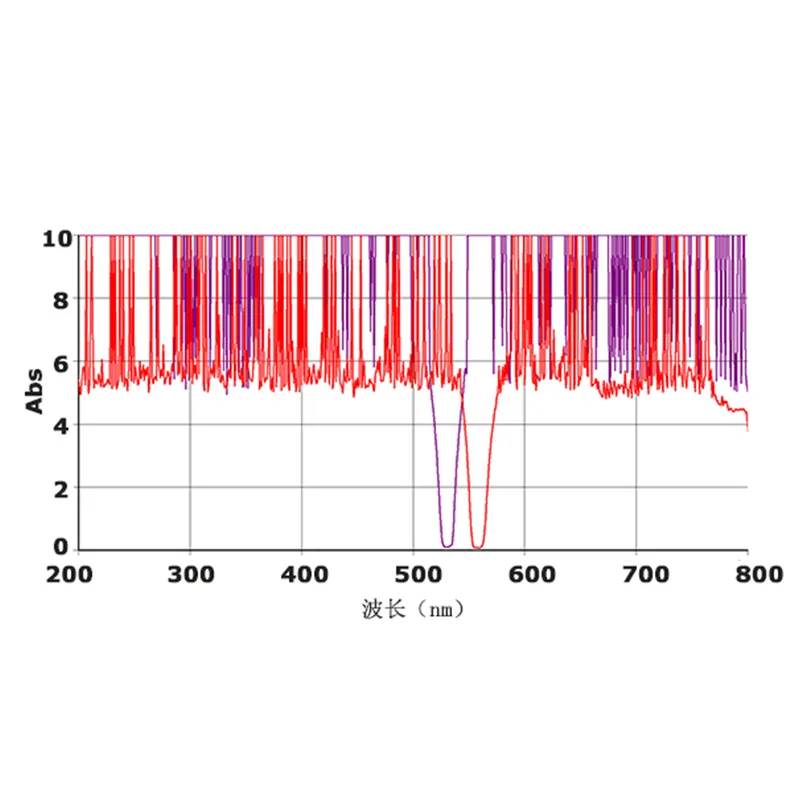 Флуоресцентные полосовые фильтры
Флуоресцентные полосовые фильтры -
 Окна из плавленого кварца с отверстием
Окна из плавленого кварца с отверстием -
 Купола с фланцем
Купола с фланцем -
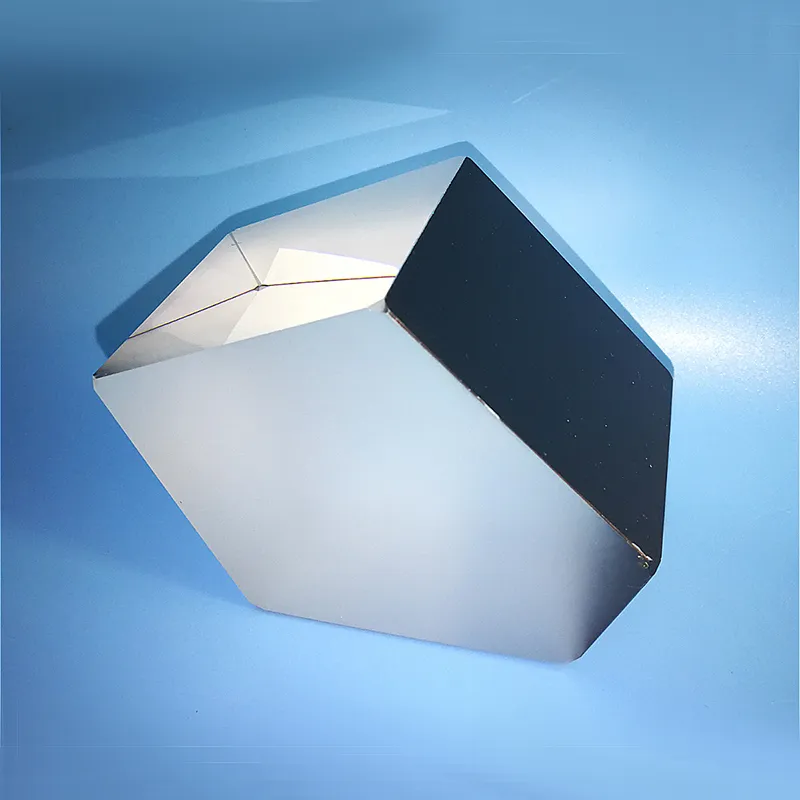
 Полупентапризмы
Полупентапризмы -
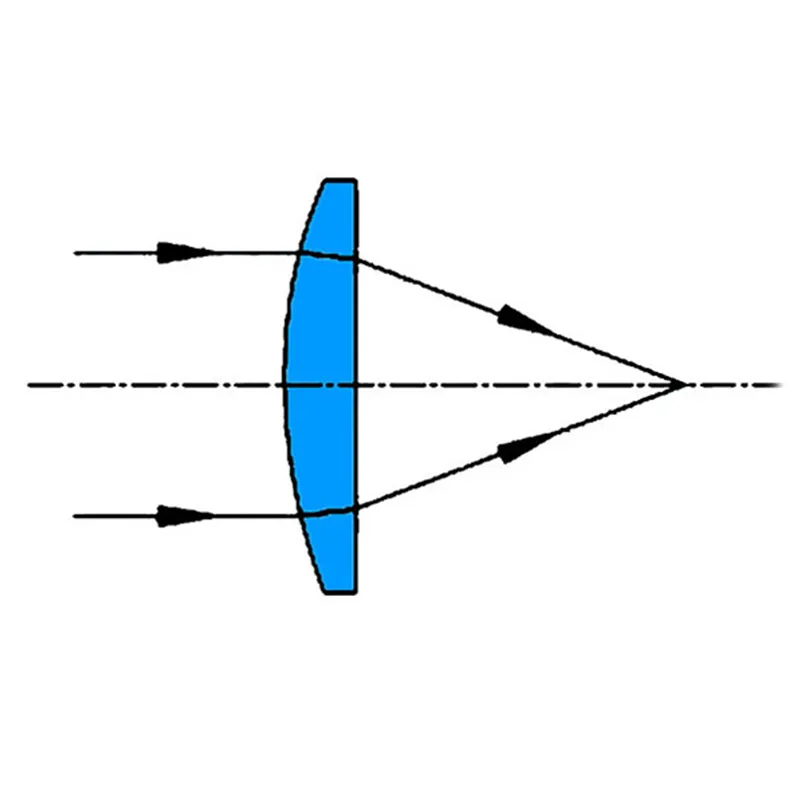 Планово-выпуклые линзы
Планово-выпуклые линзы -
 Поглощающие фильтры нейтральной плотности (ND)
Поглощающие фильтры нейтральной плотности (ND) -
 Инфракрасная прямоугольные призмы
Инфракрасная прямоугольные призмы -
 Инфракрасные оптические купола
Инфракрасные оптические купола -
 Фильтры для биохимических анализаторов
Фильтры для биохимических анализаторов -
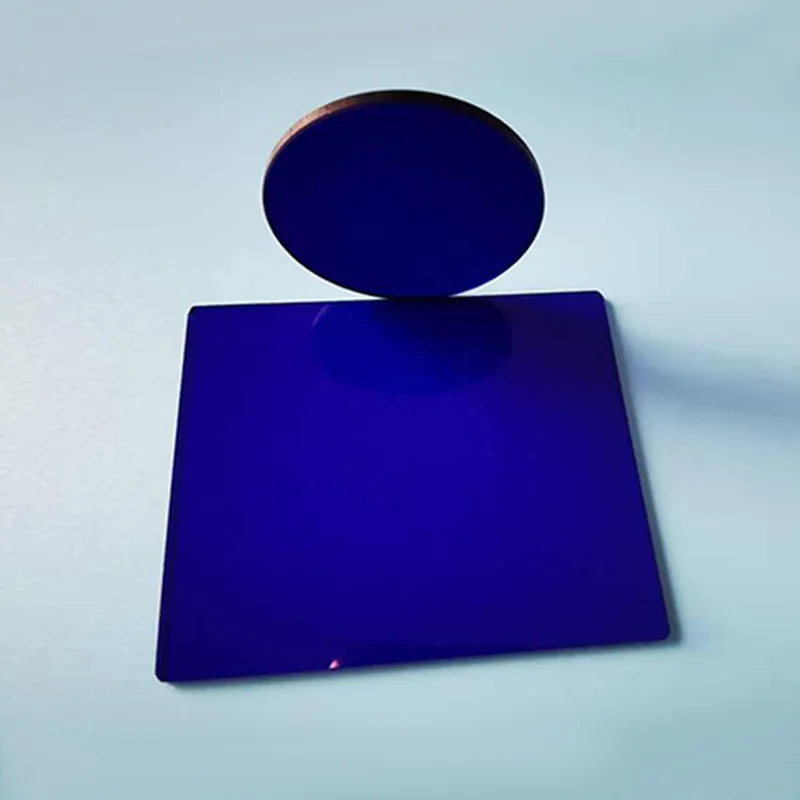 Синее стекло QB
Синее стекло QB -
 Тройные линзы из плавленого кварца CaF2
Тройные линзы из плавленого кварца CaF2 -
 Оптические пентапризмы
Оптические пентапризмы
Связанный поиск
Связанный поиск- Tф10 ахроматические линзы поставщики
- Линзы для инфракрасных материалов поставщик
- Выпуклые линзы производитель
- Окно из К8 для YAG-лазера на 1064 нм
- Нейтральные фильтры из оптического стекла
- Оптические ахроматические линзы поставщики
- Инфракрасный оптический компонент из фторида магния
- Стеклянные оптики с провозящим прозрачным оксидным покрытием
- Оптическое цветное стеклянное фильтр -стекло с повышенной цветовой температурой SSB40 SSB130 SSB145 SSB165 SSB200
- Выпуклые линзы поставщики
-


-


-


-


WhatsApp

-
WeChat для предприятий
