


Положительные менисковые линзы завод
Когда слышишь 'положительные менисковые линзы завод', первое, что приходит в голову — это конвейер с идеальными стеклами. Но на деле всё сложнее: многие думают, что главное — это кривизна поверхностей, а на самом деле ключевым часто становится контроль асферичности на краях линзы. У нас в ООО Чанчунь Ютай Оптика с этим столкнулись ещё в 2018, когда заказчик вернул партию из-за падения контраста на периферии поля.
Технологические нюансы производства
Если брать именно положительные менисковые линзы, то их кажущаяся простота обманчива. Толщина края должна быть не просто равномерной — важно, чтобы при сборке в оправу не возникало напряжений, которые потом вылезут в виде астигматизма. Мы в Ютай сначала делали упор на скорость шлифовки, но пришлось замедлить процесс: для линз с диаметром больше 40 мм проще добавить этап ручной доводки, чем бороться с браком после просветления.
Кстати, про просветление. Для менисков, которые идут в лазерные системы, мы перешли на многослойное покрытие с градиентом толщины — это снизило потери до 0,2% даже при углах падения 30 градусов. Но пришлось пересчитать крепления в вакуумных установках: стандартные держатели давали неравномерное напыление на вогнутой поверхности.
Однажды пробовали упростить — использовать те же режимы, что и для плосковыпуклых линз. Результат: на краях линзы появлялись цветовые каймы при работе с белым светом. Пришлось признать ошибку и вернуться к индивидуальным техкартам для менисков.
Контроль качества и измерения
Самый сложный момент — проверка формы поверхности. Интерферометры хороши для сферики, но для менисков с их асферическими компонентами мы дополняем анализом шагометром. Особенно важно это для линз, которые потом пойдут в биометрические системы — там даже отклонение в 0,1λ может снизить точность распознавания.
Запомнился случай с партией для медицинских эндоскопов: по паспорту всё идеально, а при сборке изображение 'плыло'. Оказалось, проблема в микротрещинах по торцу — их не видно при стандартном контроле, но при запрессовке в металл возникают напряжения. Теперь для таких заказов вводим дополнительный контроль под угловым освещением.
Калибровка измерительной оснастки — отдельная головная боль. Раз в квартал отправляем эталонные линзы в ЦНИИ 'Систем', но для текущего контроля используем собственные методики. Кстати, на сайте yt-optics.ru есть технические требования, но там указаны идеальные параметры — в реальности мы всегда держим запас по допускам.
Материалы и их особенности
С BK7 всё понятно — классика, но для УФ-диапазона перешли на синтетический плавленый кварц. Правда, при шлифовке кварца возникает нюанс: из-за высокой твердости края линзы могут скалываться, если неправильно подобрать абразив. Пришлось разрабатывать специальную последовательность зернистости для алмазных паст.
Экспериментировали с оптическими полимерами — для потребительской электроники казалось перспективным. Но стабильность геометрии оказалась хуже: при перепадах температуры линза 'дышала' сильнее стеклянной. Отказались, хотя для некоторых проектов в автоматизации всё же используем — там где нагрузки меньше.
Интересный опыт был с ИК-материалами: германий и селенид цинка. Для менисковых конфигураций пришлось полностью менять подход к охлаждению заготовок во время обработки — стандартные СОЖ не подходили. Сейчас для таких заказов держим отдельную линию.
Применение в реальных системах
В лазерных технологиях положительные менисковые линзы часто используют для расширения пучков. Но важно не просто увеличить диаметр — нужно сохранить равномерность волнового фронта. Мы как-то поставили партию для fiber laser, и оказалось, что при тепловой нагрузке в 500 Вт изображение начинает 'плыть'. Пришлось пересчитывать крепление — делать плавающую оправу с компенсатором теплового расширения.
Для формирования изображения в системах видеонаблюдения мениски хороши тем, что позволяют сократить количество элементов. Но здесь своя специфика: просветление должно работать в широком спектральном диапазоне. Стандартное МgF2 не всегда подходит — для уличных камер перешли на комбинированное покрытие, которое держит и УФ, и ИК-фильтрацию.
В биометрической идентификации требования ещё жёстче: линзы должны работать десятилетиями без изменения параметров. Провели ускоренные испытания на старение — циклировали температуру от -40 до +85 градусов. Выяснилось, что некоторые виды клеёв для просветления со временем мутнеют. Перешли на ионное осаждение без промежуточных слоёв.
Проблемы и решения
Самая частая проблема на производстве — это несовпадение терминологии. Заказчик говорит 'мениск', а в техзадании рисует асферическую линзу с переменной кривизной. Теперь всегда просим предоставить Zernike coefficients или хотя бы sag table.
Логистика — отдельная тема. Отправляли партию в Европу — получили рекламацию из-за царапин на поверхности. Оказалось, проблема в упаковке: стандартные пенопластовые вкладыши при вибрации терлись о поверхность. Разработали антистатические контейнеры с ячейками из вспененного полиэтилена — с тех пор претензий не было.
Персонал — это вообще вечная головная боль. Операторы, привыкшие к сферическим линзам, часто не понимают специфики менисков. Пришлось делать отдельные обучающие курсы с упором на контроль асферичности. Кстати, на https://www.yt-optics.ru мы выложили методички по этому поводу — для своих клиентов.
В общем, производство положительных менисковых линз — это постоянный компромисс между теорией и практикой. Что в техпаспорте выглядит идеально, в металле может вести себя совершенно иначе. Но именно эти нюансы и делают работу интересной — каждый заказ это новая задача, а не просто повторение техпроцесса.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Оптические Горячие и Холодные Зеркала
Оптические Горячие и Холодные Зеркала -
 Отражающие фильтры нейтральной плотности (ND)
Отражающие фильтры нейтральной плотности (ND) -
 Золотое (жёлтое) стекло JB400 JB420 JB450 JB470 JB490 JB510
Золотое (жёлтое) стекло JB400 JB420 JB450 JB470 JB490 JB510 -
 Кубовый светоделительные кубики
Кубовый светоделительные кубики -
 Инфракрасные (ИК) длинноволновые фильтры
Инфракрасные (ИК) длинноволновые фильтры -
 Окна K8 со ступенькой
Окна K8 со ступенькой -
 Окна ZnS
Окна ZnS -
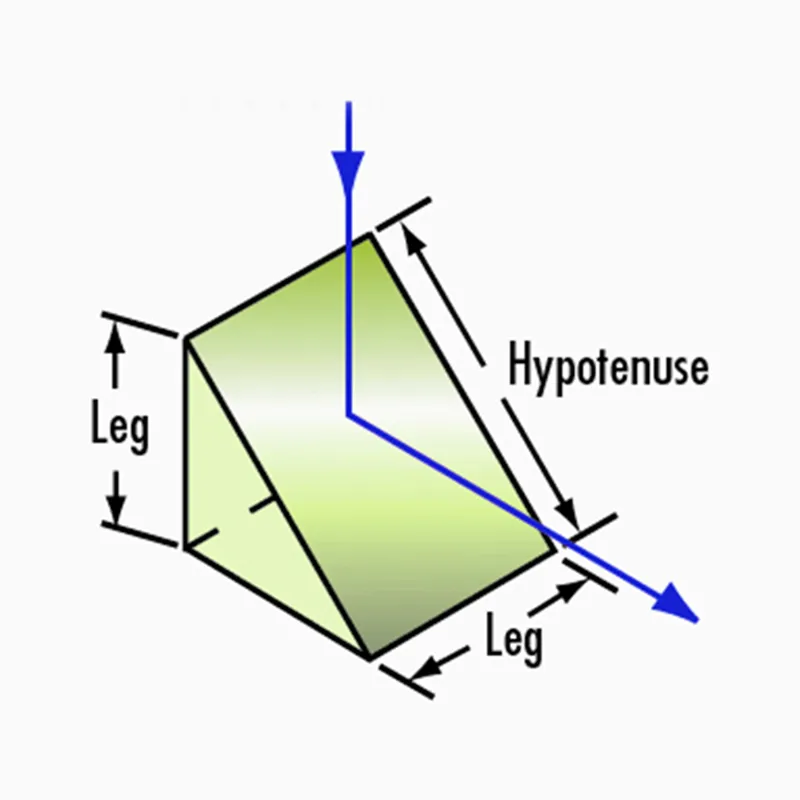 Прямоугольные призмы из плавленого кварца
Прямоугольные призмы из плавленого кварца -
 Полосовые фильтры с наружным кольцом
Полосовые фильтры с наружным кольцом -
 Сапфировые ступенчатые стеклянные окна
Сапфировые ступенчатые стеклянные окна -
 Оптические Гидрофобное покрытие
Оптические Гидрофобное покрытие -
 Зеркала с защитным алюминиевым покрытием
Зеркала с защитным алюминиевым покрытием
Связанный поиск
Связанный поиск- Оптические стеклянные фильтры
- N-lak22 / tф10 ахроматические линзы производители
- Ахроматические двойные линзы
- Германиевые оптические окна
- Оптические фильтры из желтого стекла
- Yutai оптические клиновидные призмы
- Стеклянные выпуклые линзы завод
- Инфракрасная оптические ZnSe
- Что такое оптические PBS светоделительные кубики
- Плавленый кварц линзы производитель
-


-


-


-


WhatsApp

-
WeChat для предприятий
