


Отрицательные менисковые линзы производитель
Когда ищешь в сети отрицательные менисковые линзы производитель, часто натыкаешься на однотипные технические описания — кривизна поверхностей, коэффициенты преломления, стандартные диаметры. Но редко кто пишет о том, как на самом деле выглядит процесс подбора параметров для конкретного лазерного модуля или почему линза с идеальными паспортными характеристиками может давать астигматизм в сборке. Мы в ООО Чанчунь Ютай Оптика через это прошли: в 2019 году был заказ на партию линз для систем биометрической идентификации — клиент жаловался на расфокусировку по краю поля, хотя по чертежам всё сходилось. Пришлось пересматривать технологию центровки — оказалось, проблема была в комбинации толщины края и способа крепления в оправе.
Технологические сложности при производстве менисковых линз
Основная ошибка многих заказчиков — требовать минимально возможную толщину края без учёта материала. Например, для N-BK7 при диаметре 25 мм мы не рекомендуют опускаться ниже 1.2 мм, иначе при термоциклировании появляются микротрещины. А вот для кварца можно рискнуть до 0.8 мм, но стоимость обработки вырастает втрое. В нашем ассортименте есть серия менисковых линз с антибликовым покрытием для УФ-диапазона — их как раз сначала выпускали с толщиной края 1.0 мм, но после тестов в лазерных системах с импульсной нагрузкой пришлось вернуться к 1.5 мм.
Центровка — отдельная головная боль. Особенно для линз с большим радиусом второй поверхности. Помню, для медицинского эндоскопа делали партию с R2=-180 мм — стандартные вакуумные присосы не держали, пришлось разрабатывать кассетную оснастку с пневмоподжимом. И всё равно процент брака был выше обычного. Сейчас для таких случаев используем комбинированную методику: предварительную обработку по контуру и финишную полировку с оптическим контролем эксцентриситета.
Ещё один нюанс — подбор покрытий. Для отрицательных менисковых линз в лазерных применениях часто требуется покрытие с углом падения до 45°. Но если линза сильно менисковая (с большой разницей между R1 и R2), равномерность напыления на вогнутой поверхности падает. Приходится либо увеличивать расстояние до испарителей, либо использовать ионно-лучевое напыление — дороже, но для ответственных задач в оборонной оптике только так.
Особенности контроля качества
Интерферометр — не панацея. Да, волновой фронт показывает идеально, но на практике бывало, что линзы с λ/4 PV выдавали неравномерность освещения в проекционных системах. Сейчас дополнительно вводим контроль МПФ на тестовых сборках — особенно для заказов, связанных с формированием изображения. Кстати, именно после серии рекламаций от производителя камер видеонаблюдения мы пересмотрели методику юстировки при контроле — теперь имитируем рабочие условия с диафрагмой f/2.8 вместо стандартного f/5.6.
Механические допуски — отдельная тема. В спецификациях обычно указывают ±0.1 мм по диаметру, но для автоматизированной сборки в потребительской электронике этого мало. Например, для объективов VR-очков требуется ±0.02 мм, иначе линзы заклинивает в пластиковых оправах при термоусадке. Пришлось закупать шлифовальные станки с ЧПУ нового поколения — старые не обеспечивали такой повторяемости.
Контроль чистоты поверхности — кажется мелочью, но именно из-за микроцарапин на вогнутой поверхности мы потеряли партию для лазерного резака. Теперь используем микроскоп с тёмным полем при 200-кратном увеличении, хотя раньше обходились 100-кратным. И да, перчатки только из хлопка без ворса — нейлоновые оставляют незаметные волокна, которые потом собирают пыль.
Применение в специфических областях
В биометрических сканерах радужной оболочки отрицательные менисковые линзы работают в паре с асферическими — там важна коррекция полевых аберраций. Но изначально мы пытались экономить и предлагать чисто сферические решения — получались слишком тяжёлые системы с пятилинзовыми объективами. Перешли на гибридные схемы: мениск плюс асферика, удалось сократить до трёх линз без потери качества. Такие сборки теперь поставляем для терминалов контроля доступа.
Для УФ-литографии интересный случай был: заказчик требовал менисковые линзы из плавленого кварца с пропусканием выше 99% на 193 нм. Стандартные просветляющие покрытия не подходили — разрушались под воздействием эксимерного лазера. Разрабатывали многослойное покрытие на основе фторида магния с барьерным слоем — пришлось купить установку ионного травления, но результат того стоил. Кстати, эти же линзы потом адаптировали для медицинских приборов с УФ-диагностикой.
В тепловизорах часто используют германиевые менисковые линзы — там своя специфика. Полировка сложная из-за хрупкости материала, плюс нужно учитывать коэффициент теплового расширения при расчётах. Был неприятный инцидент: линзы, идельно работавшие при +20°C, давали расфокусировку при -40°C в арктических условиях. Теперь все наши линзы для оборонки проходят обязательное термоциклирование в диапазоне от -60°C до +80°C.
Взаимодействие с заказчиками: типичные ошибки проектирования
Часто приходят чертежи, где указаны оптические характеристики без учёта монтажа. Недавно был заказ на линзы для лазерного дальномера — по документам всё идеально, но при сборке выяснилось, что оправа перекрывает полезную апертуру на 0.3 мм. Пришлось экстренно переделывать с уменьшением диаметра, но при этом сохранять кривизну поверхностей — потеряли две недели на переналадке производства.
Другая распространённая ошибка — не учитывать юстировочные допуски. Особенно в автоматизации, где линзы устанавливаются роботами. Разработали даже памятку для инженеров: если в системе больше двух менисковых линз, добавлять компенсаторы эксцентриситета. После того как один производитель промышленных сканеров вернул три партии из-за децентровки, начали предлагать тестовые сборки перед запуском серии.
Ценообразование — отдельная боль. Клиенты из потребительской электроники всегда требуют снизить стоимость, но не готовы к компромиссам по качеству. Приходится объяснять, что отрицательная менисковая линза за 300 рублей и за 3000 рублей — это принципиально разные изделия. Хотя для некритичных применений (например, простые проекторы) действительно можно упростить контроль и использовать стекло попроще — так и делаем для массового сегмента.
Перспективы развития технологии
Сейчас экспериментируем с свободноформовыми менисковыми линзами для систем LiDAR — там нужна компенсация дисторсии по всему полю. Пока дорого и сложно, но для автономного транспорта это будет востребовано. Первые образцы делали по заказу из Кремниевой долины — пришлось полностью перестраивать процесс полировки, обычные сферические станки не справлялись.
Интересное направление — комбинированные линзы с дифракционными элементами. Пробовали наносить рельеф на вогнутую поверхность методом литографии — получается компактный корректор хроматических аберраций. Пока технология сырая, процент брака высокий, но для медицинских эндоскопов уже поставляем небольшие партии — там вес и габариты критичны.
Автоматизация измерений — следующий шаг. Ручной контроль на интерферометре занимает до 15 минут на линзу, а с новым автоматизированным комплексом удалось сократить до 3 минут. Правда, пришлось писать собственное ПО — готовые решения плохо справлялись с анализом менисковых поверхностей. Сейчас этот софт используем и для предварительного расчёта технологических параметров — снизили количество итераций при подборе режимов шлифовки.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Тонкий лист сапфирового стекла
Тонкий лист сапфирового стекла -
 Вогнутые линзы CaF2
Вогнутые линзы CaF2 -
 Окна BaF2 ультрафиолетового класса
Окна BaF2 ультрафиолетового класса -
 Многодиапазонное калибровочное стекло PNB586 HOB445
Многодиапазонное калибровочное стекло PNB586 HOB445 -
 Окна BaF2 инфракрасного класса
Окна BaF2 инфракрасного класса -
 Выпуклые линзы CaF2
Выпуклые линзы CaF2 -
 Линзы BaF2 ультрафиолетового класса
Линзы BaF2 ультрафиолетового класса -
 ТФ12 (H-ZF13) полусферы
ТФ12 (H-ZF13) полусферы -
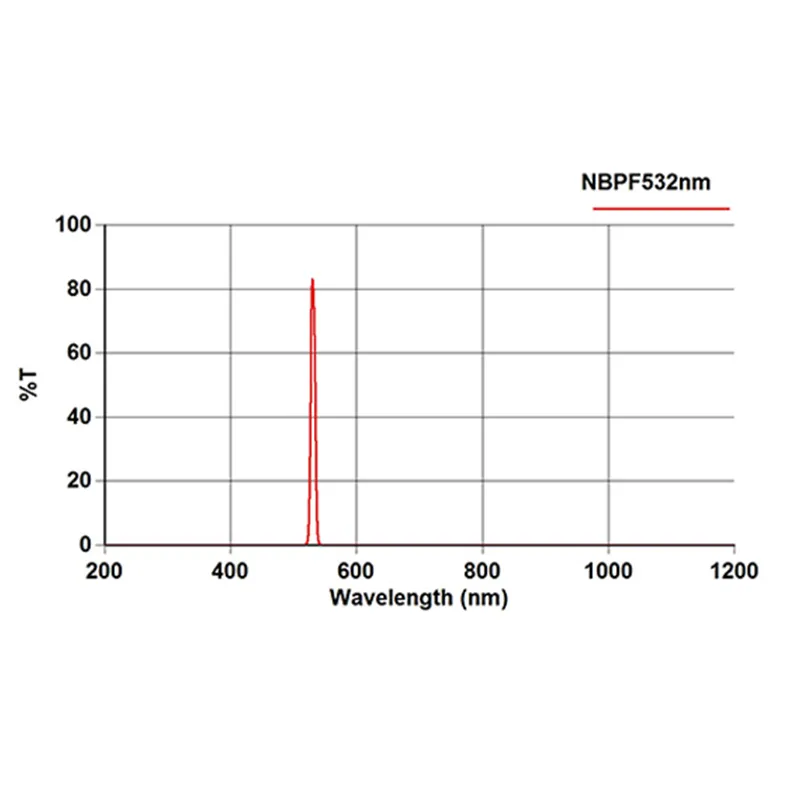 Узкополосные фильтры
Узкополосные фильтры -
 Линзы BaF2 инфракрасного класса
Линзы BaF2 инфракрасного класса -
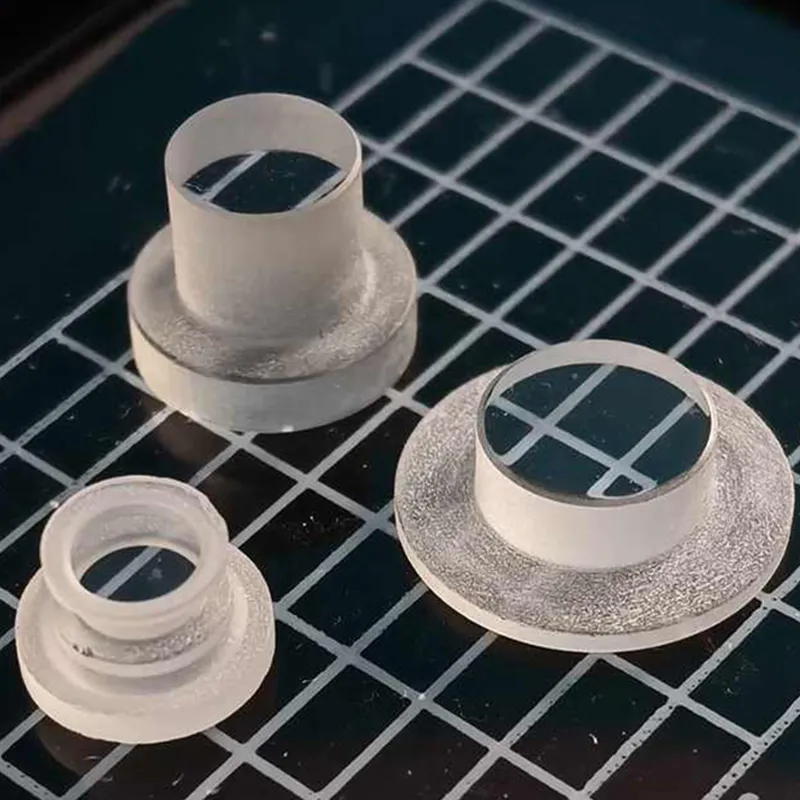 Окна из плавленого кварца со ступенькой
Окна из плавленого кварца со ступенькой -
 Режекторные фильтры OD4.0
Режекторные фильтры OD4.0
Связанный поиск
Связанный поиск- Ик линзы по индивидуальному заказу производители
- Yutai оптические стеклянные равносторонние призмы
- Оптическое цветное стеклянное фильтр -инфракрасное стекло серии HB
- Оптические купольные линзы ZnS на заказ
- крышеобразные призмы K8
- N-sf5 ахроматические линзы производитель
- Положительные менисковые линзы по индивидуальному заказу производители
- Оптическое плоское окно из ZnS
- Оптические зеркала с защитным покрытием
- Стеклянные линзы по индивидуальному заказу поставщики
-


-


-


-


WhatsApp

-
WeChat для предприятий
