


Оптические сферические одиночные линзы производитель
Когда ищешь производителя оптических сферических линз, первое, с чем сталкиваешься — это миф о том, что все линзы одинаковы. На деле же даже в рамках одного типоразмера разброс по однородности материала может достигать 15%, что для лазерных систем уже критично. У нас в ООО Чанчунь Ютай Оптика был случай, когда заказчик вернул партию линз из-за несоответствия коэффициента пропускания на краях спектра — оказалось, проблема была в термообработке заготовок, которую мы тогда только начинали осваивать.
Технологические тонкости, которые не пишут в спецификациях
Стекло марки К8 против БК7 — вечная дилемма. Первое стабильнее в полировке, но второе даёт лучшие показатели дисперсии. В 2021 году мы перешли на БК7 для серии линз с диаметром 50-80 мм, и пришлось полностью менять режимы шлифовки — материал капризный, склонен к образованию микротрещин при перегреве. До сих пор помню, как три партии ушли в брак из-за того, что оператор не успевал охлаждать заготовки в процессе обработки.
Толщина просветляющего покрытия — отдельная головная боль. Стандартные 3-5 слоёв работают до 90% пропускания, но для медицинских эндоскопов нужно минимум 98%. Пришлось разрабатывать семислойное покрытие с чередованием TiO2 и SiO2, где каждый слой выдерживается с точностью до 2 нм. Первые образцы отслаивались через неделю тестов — проблема была в адгезии к поверхности, которую пришлось модифицировать ионной очисткой.
Контроль сферичности — та область, где экономия на оборудовании убивает всю оптику. Мы используем интерферометры Zygo, но даже с ними есть нюансы: при температуре в цехе выше 23°C погрешность измерений растёт на 0.05 λ каждые 30 минут. Как-то раз из-за этого отгрузили партию линз с отклонением 0.25 λ вместо заявленных 0.1 λ — пришлось срочно менять систему климат-контроля в измерительной лаборатории.
Практические кейсы из работы с реальными заказами
Для лазерных систем резки металла важна не только однородность линз, но и стойкость к обратному отражению. В 2022 году делали линзы для fiber-лазеров — заказчик жаловался на быстрый прогрев центральной зоны. Оказалось, проблема в остаточных напряжениях после термоупрочнения: при мощности свыше 2 кВт линза начинала работать как линза Френеля с фокусом, плывущим на 3-4 мм.
С биометрическими системами ещё интереснее. Там нужны линзы с ультрафиолетовым диапазоном — стандартное стекло не пропускает ниже 350 нм. Перешли на синтетический кварц, но столкнулись с анизотропией показателя преломления. Пришлось разработать методику ориентации кристаллической оси заготовки перед шлифовкой — теперь разброс по nD в партии не превышает 0.0003.
Автомобильные лидары требуют линз, стойких к вибрации. Испытания показали, что стандартное крепление в оправе не выдерживает частот выше 200 Гц. Пришлось переходить на гибридную фиксацию — эпоксидный клей плюс механический прижим. Кстати, именно для таких задач мы в ООО Чанчунь Ютай Оптика разработали серию линз с увеличенной кромкой — до 1.5 мм вместо стандартных 0.5 мм.
Оборудование и материалы: что действительно влияет на качество
Станки для шлифовки с ЧПУ — не панацея. Японские Okamoto дают точность до 0.5 мкм, но для асферических поверхностей всё равно нужна ручная доводка. Мы сохранили два рабочих места для финишной полировки — особенно для линз диаметром свыше 100 мм, где автоматика даёт погрешность по сфере.
Исходные заготовки — отдельная тема. Китайское оптическое стекло дешевле, но партия на партию не приходится. Немецкое Schott стабильнее, но дороже на 40%. После долгих тестов остановились на комбинированном подходе: для ответственных применений (медицина, оборона) используем Schott, для массовых серий — китайские аналоги с усиленным входным контролем.
Мониторинг чистоты — бич любого оптического производства. Даже при классе чистоты 1000 в воздухе остаются частицы размером 1-5 мкм. Установили систему ламинарных потоков над всеми критическими зонами, но всё равно раз в месяц находим на линзах пылинки — особенно после замены фильтров в системе вентиляции.
Типичные ошибки при выборе поставщика
Многие заказчики смотрят только на цену за штуку, не учитывая стоимость доводки под конкретную систему. Как-то раз взяли заказ на линзы для проекторов — по спецификации всё идеально, но при сборке оказалось, что оптическая ось смещена на 0.3° относительно механической. Пришлось переделывать всю партию, потому что в стандартном паспорте этот параметр не указан.
Другая частая проблема — несоответствие просветляющего покрытия заявленному. Проверяем теперь каждую партию спектрофотометром Shimadzu прямо на производстве. Запомнился случай, когда поставщик покрытий сэкономил на вакуумной установке — и вместо 99% пропускания в видимом диапазоне получилось 92% из-за неравномерности напыления.
Сертификаты соответствия — не гарантия качества. Видел заводы с полным набором ISO 9001, где линзы хранили в картонных коробках без защиты от влаги. У нас на yt-optics.ru в разделе продукции можно посмотреть реальные протоколы испытаний — выкладываем сырые данные, а не только сводные таблицы.
Перспективы и сложные заказы
Сейчас активно развиваем направление линз для УФ-литографии — там требования к однородности материала на уровне 10^-6. Пришлось закупить установку для измерения внутренних напряжений методом полярископии. Первые образцы показали, что даже после отжига в стекле остаются напряжения до 15 нм/см — неприемлемо для фотомасок.
Интересный заказ был для системы ночного видения — нужны были линзы с двойной кривизной для коррекции астигматизма. Рассчитывали профиль по специальному алгоритму, но при изготовлении столкнулись с тем, что стандартный алмазный инструмент не подходил для такой геометрии. Разработали фрезерную головку с изменяемым углом атаки — теперь используем её для сложных асферических поверхностей.
Для потребительской электроники требования другие — в первую очередь цена и стойкость к ударам. Разработали серию линз из оптического поликарбоната с твердым покрытием. Показатель преломления ниже, зато выдерживают падение с 1.5 метров — тестировали на смартфонах с камерами высокого разрешения.
Соответствующая продукция
Соответствующая продукция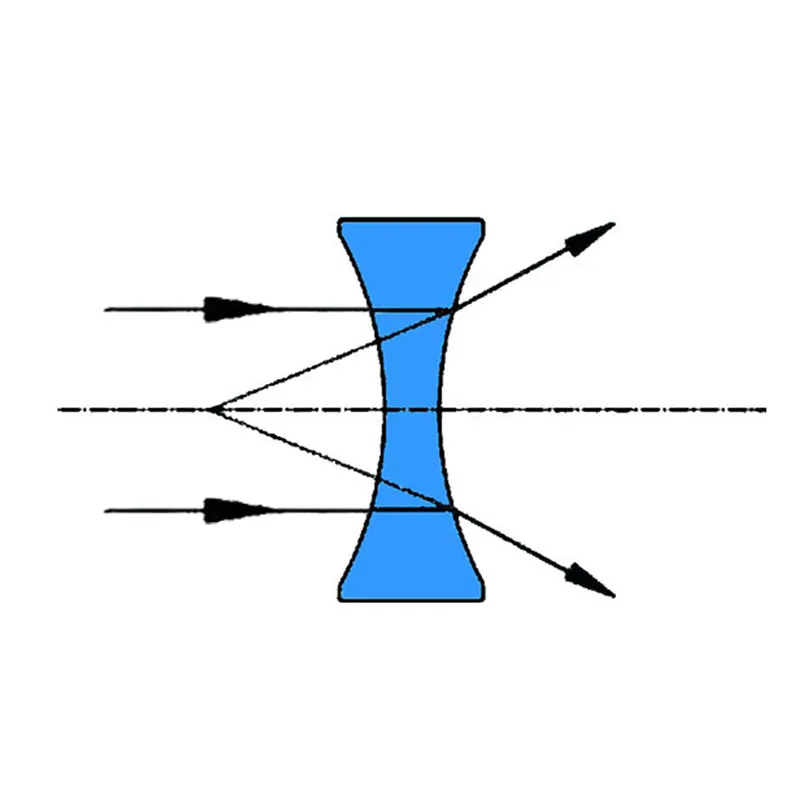






Самые продаваемые продукты
Самые продаваемые продукты-
 Полупентапризмы
Полупентапризмы -
 Оранжевое стекло CB1 CB2
Оранжевое стекло CB1 CB2 -
 Окна из сапфира со ступенькой
Окна из сапфира со ступенькой -
 Цилиндрические вогнутые металлические зеркала
Цилиндрические вогнутые металлические зеркала -
 Оптические купола MgF2
Оптические купола MgF2 -
 Окна из плавленого кварца со ступенькой
Окна из плавленого кварца со ступенькой -
 Отражающие фильтры нейтральной плотности (ND)
Отражающие фильтры нейтральной плотности (ND) -
 ИК Сульфид Цинка
ИК Сульфид Цинка -
 Нелинейный кристалл
Нелинейный кристалл -
 Поглощающие фильтры нейтральной плотности (ND)
Поглощающие фильтры нейтральной плотности (ND) -
 K8 оптические стеклянные крышеобразные призмы
K8 оптические стеклянные крышеобразные призмы -
 Монокристаллические линзы MgF2
Монокристаллические линзы MgF2
Связанный поиск
Связанный поиск- Тип ахроматических линз n-baf10 поставщики
- Оптические сферические одиночные линзы заводы
- Индивидуальное оптическое окно из LiF
- Оптические стеклянные пентапризмы из Ge
- стеклянные двойные линзы
- ИК-окна ZnS
- крышеобразные призмы из плавленого кварца
- Стеклянные асферические линзы K8
- ИК линзы MgF2
- Оптические пентапризмы из K8
-


-


-


-


WhatsApp

-
WeChat для предприятий
