


Оптические положительные менисковые линзы завод
Когда слышишь про заводы по выпуску оптических положительных менисковых линз, сразу представляешь гигантские конвейеры — а на деле часто всё упирается в тонкую подгонку кривизны поверхностей. Многие ошибочно полагают, что главное здесь — материалы, но я бы сказал, что 70% успеха зависит от контроля сферических аберраций на этапе шлифовки. У нас в ООО Чанчунь Ютай Оптика, например, долго экспериментировали с полировочными составами, пока не подобрали оптимальный вариант для линз с коротким фокусом.
Технологические нюансы производства
Если брать именно положительные менисковые линзы, то их геометрия — это не просто ?выпукло-вогнутая? схема. Наш технолог как-то раз заметил, что при радиусе кривизны меньше 15 мм начинается непредсказуемое преломление на краях — пришлось пересчитывать допуски для К9 стекла. Кстати, на сайте yt-optics.ru мы как раз указываем, что для лазерных систем используем только термостойкие покрытия, но в жизни часто сталкиваемся с заказчиками, которые хотят сэкономить на просветлении.
Помню, в 2019 году мы пытались унифицировать оснастку для всех типов линз — вроде бы логично, но для менисковых элементов это привело к браку в 12% партий. Оказалось, что прижимные оправы должны учитывать разницу в толщине по центру и периферии. Сейчас для каждой серии делаем калибровку под конкретный диаметр, особенно для биометрических сканеров, где даже 0,1 мм отклонение критично.
Ещё один момент — контроль чистоты поверхности. В медоборудовании, допустим, линзы моют ультразвуком, но после этого могут появиться микротрещины по краям. Мы перешли на плазменную очистку, хотя это удорожает процесс на 8-10%. Зато снизили количество рекламаций от производителей эндоскопов.
Применение в реальных проектах
Для лазерных систем обработки металлов мы как-то поставляли партию линз с антибликовым покрытием — заказчик жаловался на рассеивание. Разбирались две недели, а выяснилось, что их инженеры не учли тепловое расширение алюминиевых держателей. Пришлось совместно разрабатывать компенсационные прокладки из инвара.
В системах видеонаблюдения положительные менисковые линзы часто комбинируют с асферическими элементами. Но здесь есть подвох: если не соблюсти соосность, возникает дисторсия до 3%. Как-то раз пришлось переделывать 300 штук для китайской компании — они изначально требовали только сертификаты, а на деле оказалось, что тесты в лаборатории не имитируют реальные вибрации.
Сейчас активно экспериментируем с ИК-материалами для оборонных заказов. Германиевые линзы показывают хорошие результаты, но их сложно сочетать с обычными стёклами в сборках. Возможно, стоит пробовать гибридные конструкции с халькогенидными стёклами, хотя это ударит по стоимости.
Ошибки и находки
Самая дорогая ошибка — когда мы попытались автоматизировать контроль кривизны с помощью лазерного интерферометра. В теории — идеально, на практике — система давала погрешность из-за вибраций от цехового оборудования. Пришлось строить отдельную изолированную лабораторию, но зато теперь можем гарантировать λ/4 для прецизионных зеркал.
Ещё запомнился случай с цилиндрическими линзами для принтеров — заказчик требовал устойчивости к ацетону. Стандартные покрытия выдерживали всего 20 циклов очистки, пока не нашли японский состав на основе оксида гафния. Недешево, но для медицинской техники такой вариант оказался единственно возможным.
Кстати, про фильтры — их часто заказывают вместе с менисковыми линзами для спектрометров. Но если не согласовать коэффициенты теплового расширения, при температурных перепадах возникает расслоение. Теперь всегда требуем от клиентов техзадание с рабочими диапазонами.
Перспективы развития
Сейчас вижу тенденцию к уменьшению размеров при сохранении оптических характеристик. Для потребительской электроники, например, требуются линзы диаметром менее 3 мм, но с пропусканием выше 95%. Планируем тестировать новые виды боросиликатных стёкол, хотя они сложнее в обработке.
В автоматизации постепенно переходим на роботизированную сборку, но для менисковых элементов с асимметричной геометрией пока сохраняем ручную юстировку. Машина не чувствует момент, когда прижимная гайка начинает ?перекашивать? оптическую ось.
Интересный заказ был от разработчиков систем биометрической идентификации — им нужны были линзы с переменным фокусом. Сделали прототип на основе жидких кристаллов, но столкнулись с проблемой ресурса (всего 5000 циклов). Вероятно, стоит вернуться к механическим решениям с пьезоприводами.
Взаимодействие с рынком
На https://www.yt-optics.ru мы специально не выпячиваем термин ?положительные менисковые линзы? в заголовках — практика показывает, что клиенты ищут по применению: ?линзы для лазерной резки? или ?оптика для медицинских датчиков?. Хотя в технической документации, конечно, сохраняем точную классификацию.
Заметил, что европейские заказчики чаще спрашивают про соответствие ISO 10110, а азиатские — про цену за штуку при партиях от 10 000. Приходится держать два разных подхода: для первых — акцент на сертификаты, для вторых — на оптимизацию производственных цепочек.
Сейчас рассматриваем возможность выпуска готовых сборок с призмами и плоскими окнами — это уменьшит монтажные расходы для клиентов из сферы автономных систем. Но пока не решили, стоит ли закупать станки для полировки призм или лучше работать с проверенными субподрядчиками.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Ступенчатые стеклянные окна из плавленого кварца
Ступенчатые стеклянные окна из плавленого кварца -
 ИК Селенид Цинка
ИК Селенид Цинка -
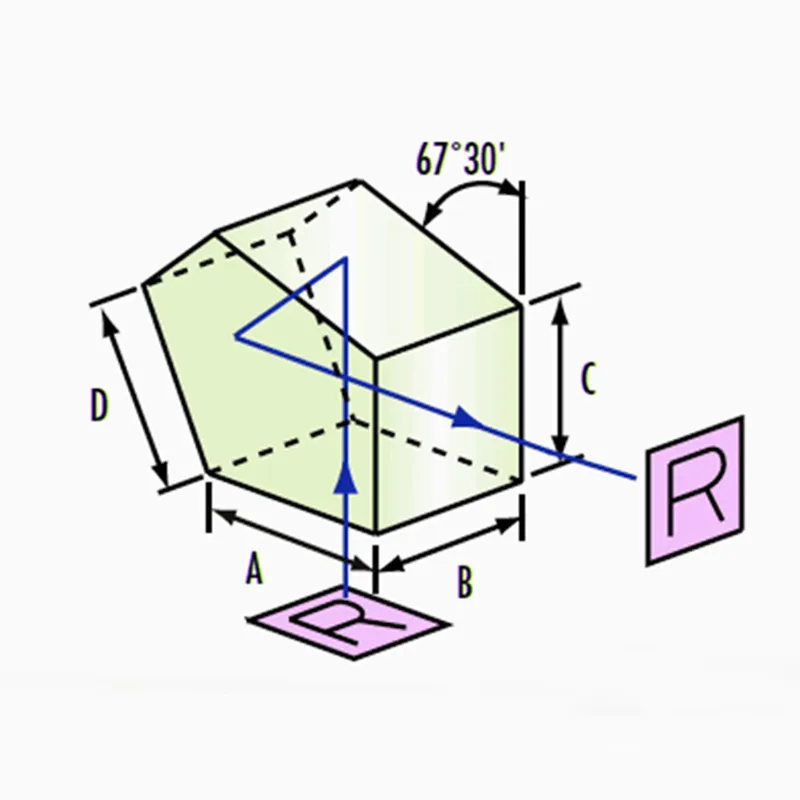
 Оптическая пентапризмы ТФ12
Оптическая пентапризмы ТФ12 -
 УФ пентапризмы из плавленого кварца
УФ пентапризмы из плавленого кварца -
 Световые трубы из плавленого кварца
Световые трубы из плавленого кварца -
 VIS окна K8 400-700 нм
VIS окна K8 400-700 нм -
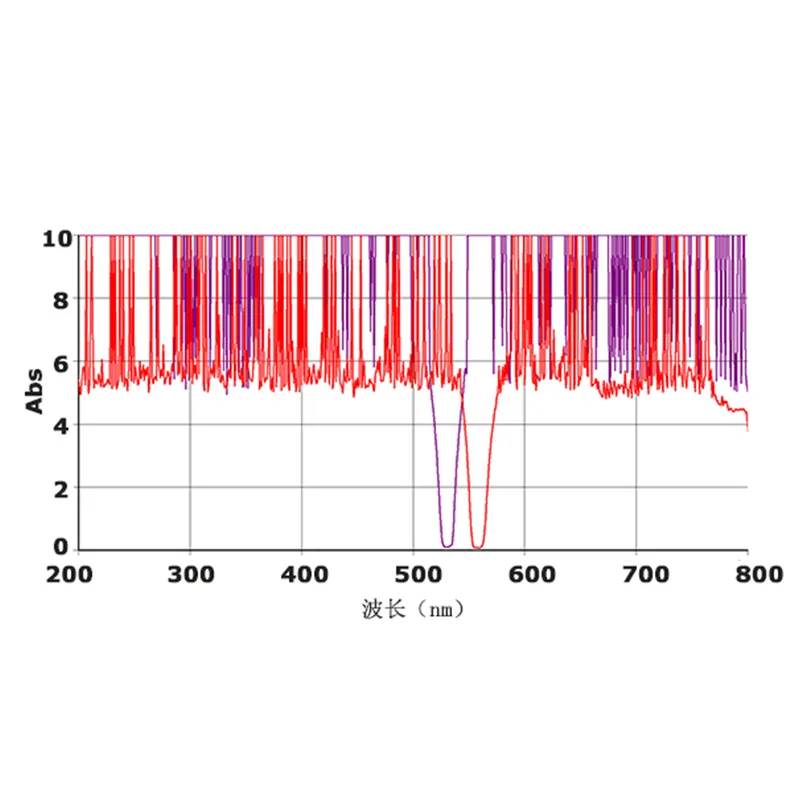 Флуоресцентные полосовые фильтры
Флуоресцентные полосовые фильтры -
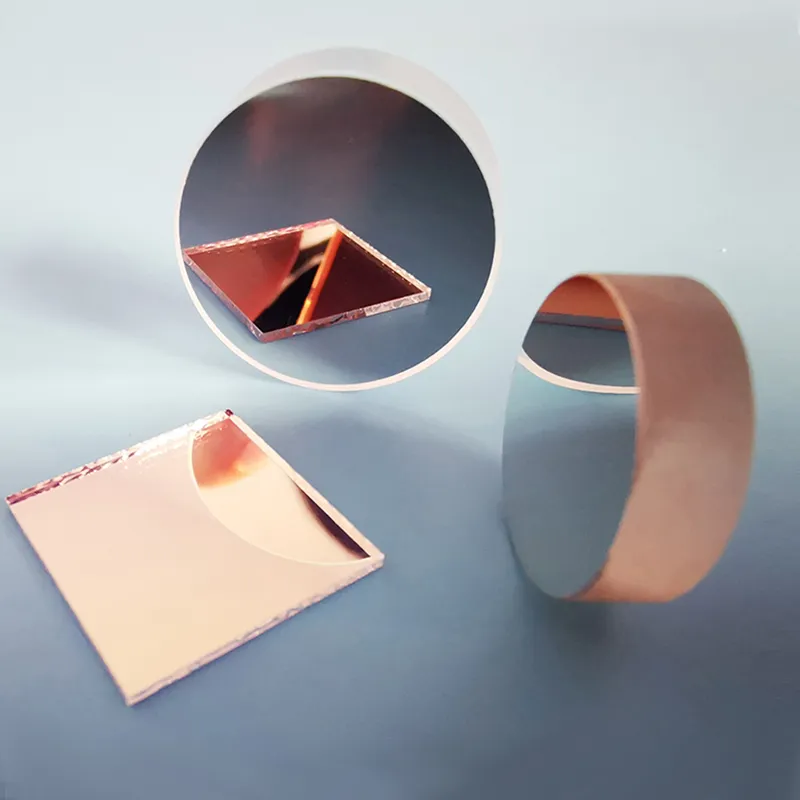 Зеркала с улучшенным алюминиевым покрытием
Зеркала с улучшенным алюминиевым покрытием -
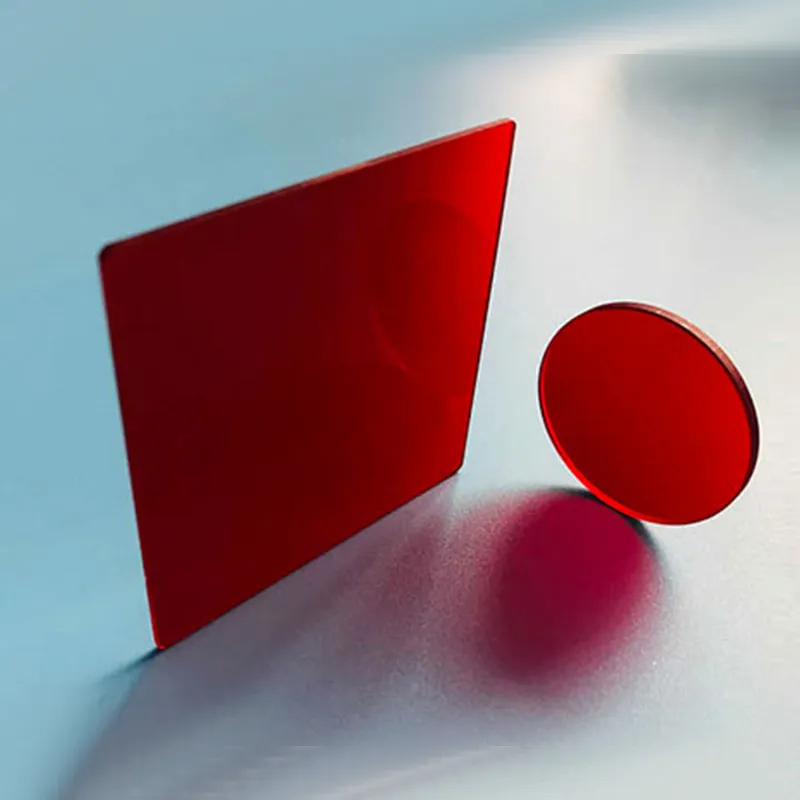 Красное стекло HB
Красное стекло HB -
 Лазерный кристалл
Лазерный кристалл -
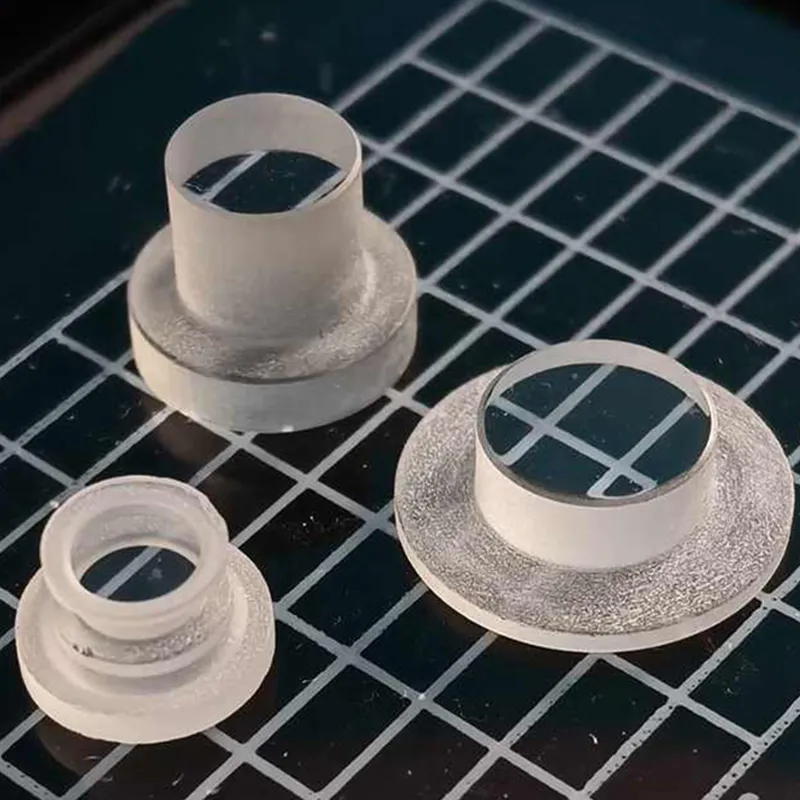 Окна из плавленого кварца со ступенькой
Окна из плавленого кварца со ступенькой -
 Режекторные фильтры OD4.0
Режекторные фильтры OD4.0
Связанный поиск
Связанный поиск- Сферические диэлектрические зеркала
- Оптическое цветное стеклянное фильтр -серия CB оранжевое стекло
- Оптические стеклянные цилиндрические линзы
- Средневолновые инфракрасные полосовые светофильтры
- Склеенные линзы поставщики
- Стеклянные линзы по индивидуальному заказу поставщик
- Оптические цилиндрические линзы
- Планово-выпуклые линзы завод
- оптические тройные линзы из фторида кальция
- клиновидные призмы из плавленого кварца
-


-


-


-


WhatsApp

-
WeChat для предприятий
