


Оптические двойные выпуклые линзы заводы
Когда слышишь про заводы по выпуску оптических двойных выпуклых линз, многие сразу представляют гигантские конвейеры — но на деле тут половина процессов до сих пор завязана на ручной подгонке, особенно для спецзаказов с допуском до микрона.
Технологические нюансы производства
Вот возьмем классическую двойную выпуклую линзу для лазерных систем — казалось бы, простейший элемент. Но если радиусы кривизны не сбалансировать на этапе шлифовки, получишь астигматизм даже при идеальной геометрии. Мы в Ютай как-то месяц переделывали партию для томографа — заказчик требовал неравномерность пропускания не более 0.5% по всему полю.
Полировка сферы — это отдельная история. Современные ЧПУ станки дают стабильность, но при диаметрах свыше 80 мм все равно проявляется 'эффект края' — приходится дополировывать вручную диамантными пастами. Кстати, именно для оптических линз большого диаметра мы перешли на низкотемпературное спекание заготовок — меньше внутренних напряжений.
Контроль кривизны — вечная головная боль. Интерферометры Zygo дают точные данные, но на производстве чаще используем метод теневого картирования — быстрее, хоть и требует навыка. Помню, как новичок-технолог полгода учился различать картины для линз с разным коэффициентом преломления.
Материалы и их капризы
С BK7 все понятно — классика, но для УФ-диапазона нужны синтетические кварцы или CaF2. Последний — кошмар для обработки: терморасширение втрое выше, чем у стекла. Как-то сделали партию линз для спектрометра — при тестировании в термокамере получили расфокусировку на 20%.
Интересный случай был с N-BK10 — материал с низкой дисперсией, но чувствительный к перепадам влажности. Пришлось пересматривать всю логистику хранения заготовок. Кстати, на сайте ООО Чанчунь Ютай Оптика сейчас есть технические заметки по этому поводу — мы их публикуем после каждого такого 'боевого' случая.
Для ИК-оптики вообще отдельная история — германий и кремний требуют алмазной обработки, а потом еще и просветляющие покрытия специальные. Наши технологи считают, что для 3-5 мкм диапазона лучше подходит цинк-селенид, хоть он и мягче.
Проблемы контроля качества
Автоматизация измерений — это хорошо, но человеческий глаз до сих пор лучше детектирует мельчайшие царапины. У нас в цехе стоит старый микроскоп Carl Zeiss Jena 1980-х — так им до сих пор выявляют дефекты, которые автоматика пропускает.
Кстати, про допуски. Для биометрических систем требуют λ/10, но на практике часто оказывается, что λ/4 достаточно — просто заказчики перестраховываются. Мы обычно делаем пробную партию с разными параметрами, чтобы клиент сам увидел разницу.
Самое сложное — проверить линзы для медицинской визуализации. Тут не только геометрия важна, но и однородность материала. Приходится каждый экземпляр пропускать через интерферометр с разными длинами волн — процесс занимает до 40 минут на штуку.
Особенности работы с заказчиками
Оборонщики обычно требуют избыточные характеристики — например, для перископов подводных лодок запрашивали устойчивость к давлению 100 атм, хотя реально нужно было 50. Пришлось делать демонстрационные образцы с датчиками деформации.
С потребительской электроникой обратная ситуация — там главное цена. Для камер смартфонов иногда берем линзы с допуском 5 мкм вместо 2 — визуально разницы нет, а себестоимость падает на 30%.
Интереснее всего работать с лазерными компаниями — они понимают специфику. Как-то делали линзы для CO2-лазеров мощностью 5 кВт — пришлось разрабатывать систему водяного охлаждения прямо в оправе.
Перспективы и тупиковые направления
Пытались внедрить роботизированную сборку модулей — оказалось нерентабельно для мелких серий. Зато автоматизированная промывка после полировки дала прирост качества на 15%.
Сейчас экспериментируем с асферическими линзами — но для массового производства двойных выпуклых вариантов они пока неконкурентоспособны по цене. Хотя для специальных применений в биометрии уже берем 20% рынка.
Из последних наработок — модификация покрытий для работы в агрессивных средах. Для хирургических лазеров пришлось создавать многослойное покрытие, стойкое к дезинфектантам.
Отраслевые особенности в России
Локальное производство оптики всегда было сильным в оборонке, но с гражданскими заказами сложнее — китайские конкуренты демпингуют. Мы в Ютай сделали ставку на сложные кастомные заказы — те же цилиндрические линзы для лазерной резки с индивидуальными параметрами.
Призмы и светофильтры — это отдельное направление, но технологическая база та же. Кстати, наши плоские окна для МРТ поставляем в Европу — там оценили стабильность параметров при длительной эксплуатации.
Сейчас вижу перспективу в гибридных решениях — например, линзы со встроенными дифракционными элементами. Но это пока лабораторные образцы, до серии далеко.
Практические советы по выбору
Если нужны стандартные двойные выпуклые линзы — берите из складского ассортимента, там отлаженная технология. Для нестандартных применений лучше заказывать пробную партию 5-10 штук с полным тестированием.
Всегда смотрите на просветляющее покрытие — для видимого диапазона достаточно однослойного, для лазеров нужен мультислой. Мы в ООО Чанчунь Ютай Оптика обычно делаем пробное покрытие на одной линзе перед запуском всей партии.
И главное — не экономьте на контроле. Лучше взять линзы попроще, но с гарантированными параметрами, чем премиум-класс с сомнительным качеством. Как показала практика, 70% брака связано именно с нарушениями в процессе измерений, а не с производством.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Окна K8 с отверстием
Окна K8 с отверстием -
 УФ-линзы из плавленого кварца
УФ-линзы из плавленого кварца -
 ИК линзы
ИК линзы -
 Оптические клиновидные призмы ТФ12
Оптические клиновидные призмы ТФ12 -
 ИК Фторид Кальция
ИК Фторид Кальция -
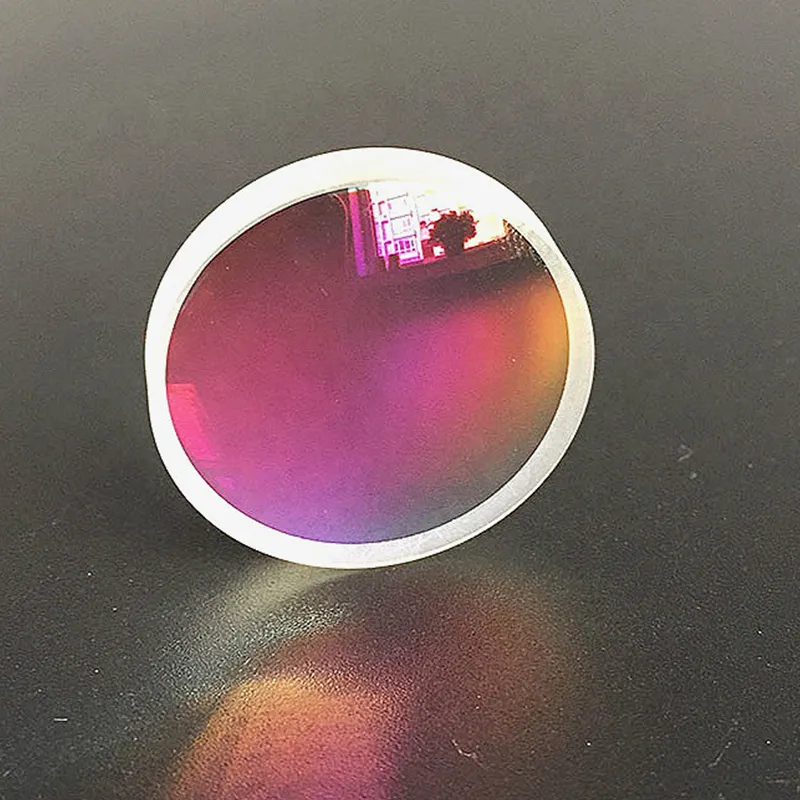
 Планово-выпуклые линзы
Планово-выпуклые линзы -
 N-BAF10 N-SF57 ахроматические линзы
N-BAF10 N-SF57 ахроматические линзы -
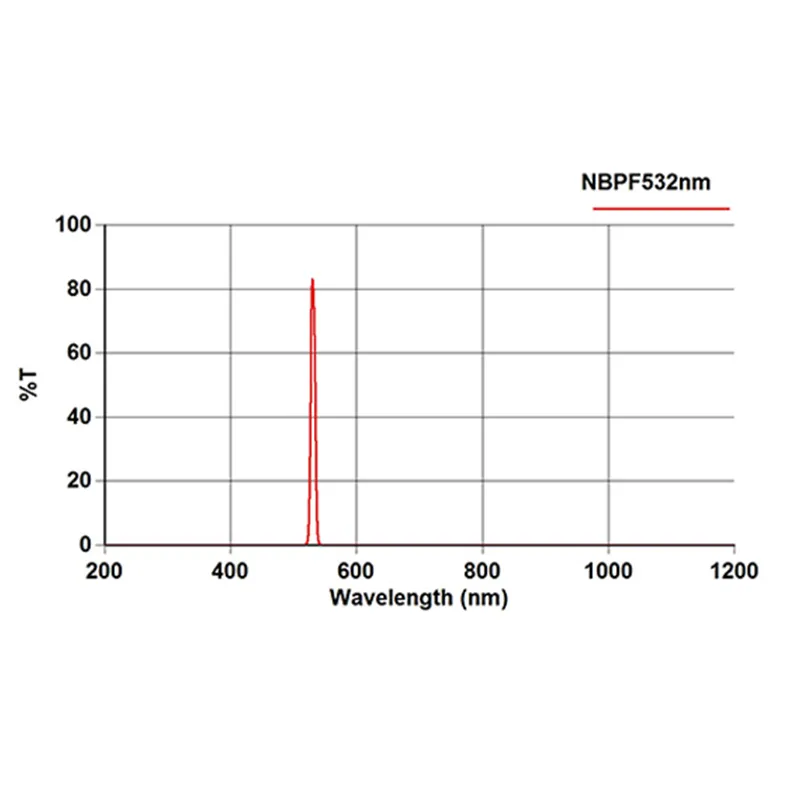
 Оптические Длинноволновые фильтры
Оптические Длинноволновые фильтры -
 Оптические планарные кремниевые окна
Оптические планарные кремниевые окна -
 N-LAK22 N-SF6 ахроматические линзы
N-LAK22 N-SF6 ахроматические линзы -
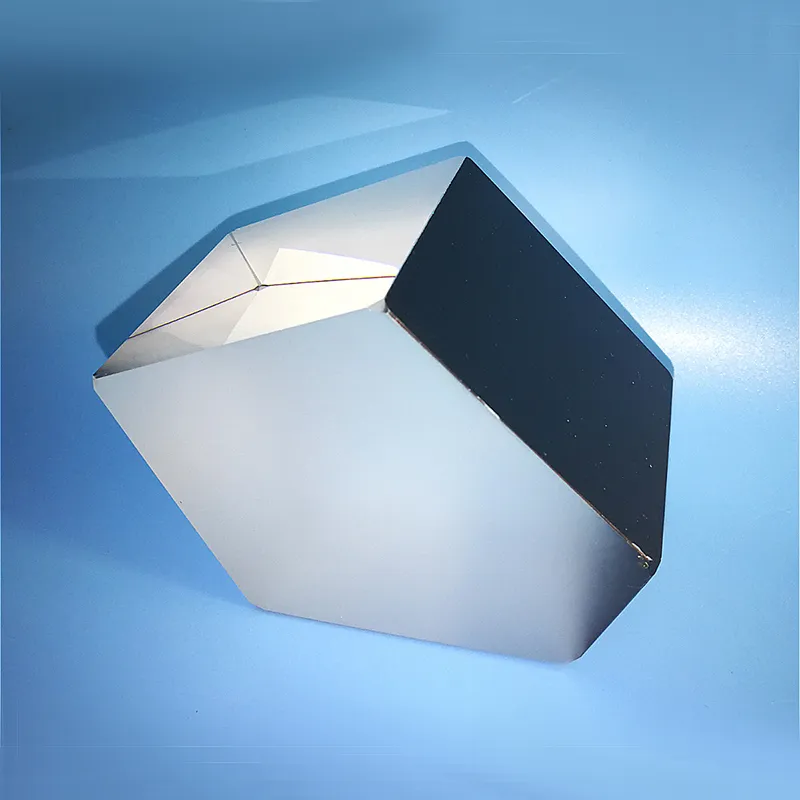
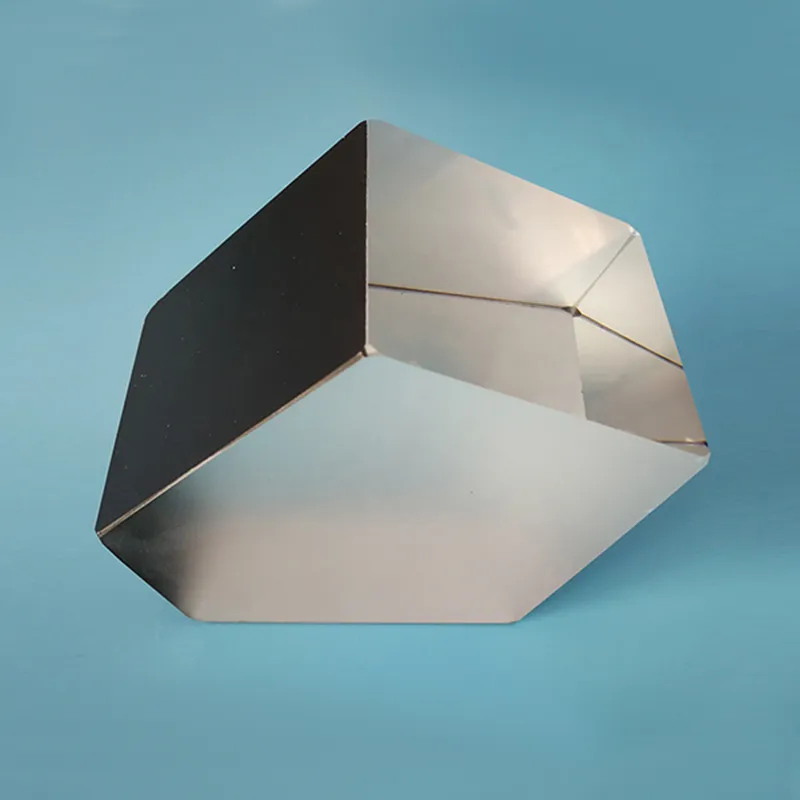
 Оптические крышеобразные призмы (Оптические призмы с крышей)
Оптические крышеобразные призмы (Оптические призмы с крышей) -
 Выпуклые металлические зеркала
Выпуклые металлические зеркала
Связанный поиск
Связанный поиск- Yutai оптические линзы из уф плавленого кварца поставщики
- Положительные менисковые линзы производители
- Сферические одиночные линзы завод
- Оптический компонент из связующих кристаллов
- Стеклянные оптики с оптическим DLC-покрытием
- Оптические полусферы из УФ-плавленого кварца
- Ик линзы поставщик
- AR-покрытие ZnSe
- Красные стеклянные фильтры
- Сферические германиевые линзы
-


-


-


-


WhatsApp

-
WeChat для предприятий
