


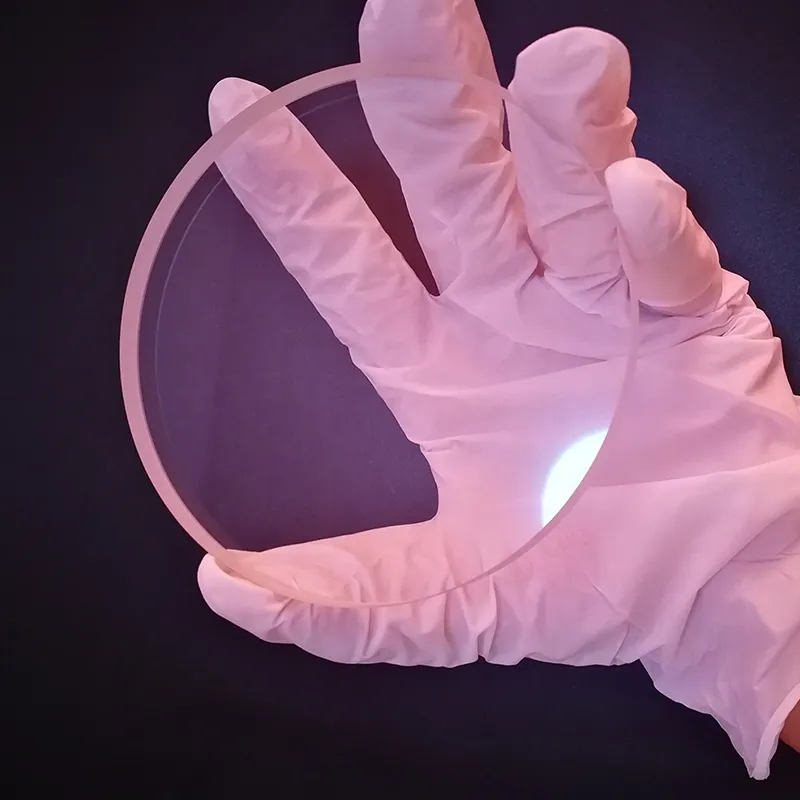
Оптические двойные выпуклые линзы завод
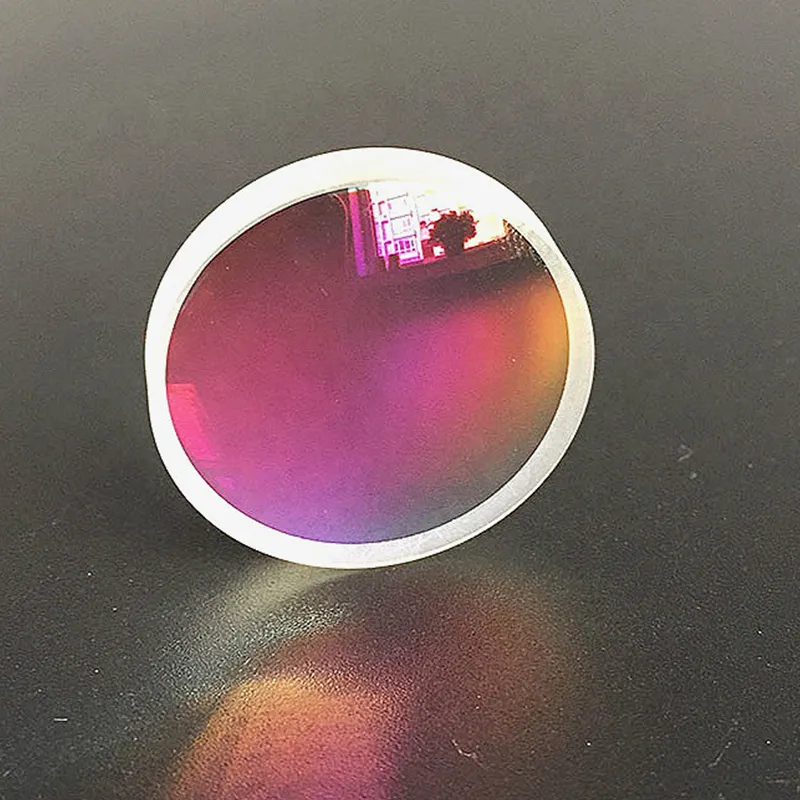
Когда слышишь 'оптические двойные выпуклые линзы завод', первое, что приходит в голову — это конвейер с идеальными стеклами. Но на деле даже у ООО Чанчунь Ютай Оптика бывают партии, где кривизна поверхности 'плывет' на пару микрон. И это не брак, а особенность массового производства.
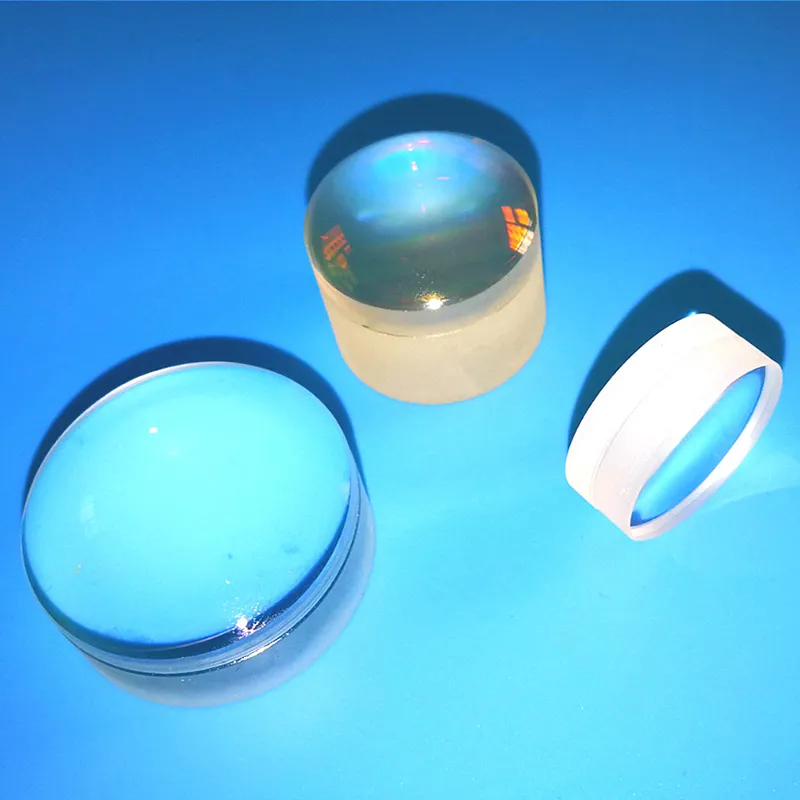
Что скрывается за термином 'двойные выпуклые'
Многие думают, что двойная выпуклость — это просто симметричная линза. На практике даже в оптических двойных выпуклых линзах радиусы кривизны могут отличаться. Мы в Ютай Optics долго экспериментировали с комбинацией R1=120мм и R2=80мм для лазерных систем — оказалось, что для импульсных лазеров такой дисбаланс дает меньшие хроматические аберрации.
Замеры на интерферометре Zygo показывают, что идеальная симметрия не всегда нужна. Как-то раз для медицинского эндоскопа пришлось делать линзу с разной кривизной поверхностей — заказчик сначала возмущался, а потом признал, что именно такая геометрия дала нужное поле зрения.
Кстати, контроль кривизны — это не только автоматика. Старший техник Сергей на глаз определяет отклонения в 2-3 микрона по картине Ньютона. Такой навык годами отрабатывается.
Сырье и его подводные камни
Берем стекло К8 — казалось бы, стандартный материал. Но если партия отожжена неправильно, после шлифовки появляются микротрещины. Как-то потеряли 200 заготовок из-за перепада температур в печи — пришлось менять весь цикл отжига.
С BK7 еще интереснее. Для УФ-диапазона нужна высокая однородность, а в некоторых партиях встречаются свили. Проверяем на коллиматоре — если изображение 'плывет', бракуем всю партию. Дорого, но дешевле, чем потом разбираться с рекламациями.
Полимерные линзы — отдельная история. Пытались делать из PMMA для бюджетных проекторов, но стабильность геометрии оставляла желать лучшего. Отказались, сосредоточились на стекле.
Технологические нюансы шлифовки
Центровка заготовки — это 70% успеха. Если смещение больше 0.1мм, после полировки получаем клин. Используем цанговые патроны с пневмоприводом, но и они иногда 'сбрасывают' настройки. Раз в месяц перепроверяем всю оснастку.
Алмазные круги для грубой шлифовки быстро засаливаются. Пришлось разработать систему промывки с добавлением поверхностно-активных веществ. Увеличило ресурс инструмента на 40%, но добавило этап очистки заготовок от моющего средства.
Финишная полировка на смоляных подложках — здесь многое зависит от температуры в цехе. Летом, когда поднимается выше 26°C, смола становится слишком мягкой. Пришлось устанавливать локальные системы охлаждения на полировальные станки.
Контроль качества: между теорией и практикой
Интерферометр — вещь точная, но капризная. Вибрации от компрессора в соседнем цехе давали погрешность в λ/8. Пришлось делать виброизолирующий фундамент. Зато теперь можем измерять волновой фронт с точностью до λ/20.
Простой тест на просвет — если видишь желтоватый оттенок, значит в стекле примеси железа. Для видимого диапазона не критично, а для УФ-применений — брак. Хотя один раз такая партия ушла в биометрические сканеры — и ничего, работают до сих пор.
Контроль чистоты поверхности — вот где больше всего брака. Пылинка в 5 микрон на поверхности линзы для лазерной резки может вызвать пробой. Используем ламинарные потоки в зоне сборки, но полностью проблему не решили.
Применение в реальных проектах
Для системы биометрической идентификации делали линзы диаметром 8мм с просветляющим покрытием. Заказчик требовал пропускание >99.5% в диапазоне 800-900нм. Дали им пробную партию с магнетронным напылением — вернулись с претензией по адгезии покрытия. Пришлось менять технологию подготовки поверхности.
В проекте для оборонки столкнулись с требованием по стойкости к термоудару. Линзы должны выдерживать переход от -60°C до +80°C за минуту. Первые образцы трескались по кромке. Помогло скругление края радиусом 0.2мм — простое решение, которое не пришло сразу в голову.
Сейчас на https://www.yt-optics.ru можно увидеть наши стандартные позиции, но самые интересные заказы — всегда индивидуальные. Как те линзы для лазерной сварки, где пришлось комбинировать выпуклую и асферическую поверхности в одной детали.
Ошибки, которые учат
Пытались автоматизировать контроль центровки с помощью камеры — вышло дорого и ненадежно. Вернулись к механическим индикаторам. Иногда старые методы работают лучше.
Однажды поспешили с отгрузкой большой партии для потребительской электроники — не досушили клей в оправах. Через месяц пришла рекламация: линзы отслаиваются. Теперь выдерживаем 24 часа при 60°C независимо от срочности заказа.
Самая обидная ошибка — когда идеально изготовленная линза бракуется из-за царапины от пинцета на этапе упаковки. Пришлось обучать операторов работать в антистатических перчатках и использовать нейлоновые пинцеты.
Перспективы и ограничения
Сейчас все чаще запрашивают асферические линзы, но классические двойные выпуклые линзы никуда не денутся. Они проще в изготовлении, дешевле и для многих применений их возможностей хватает с запасом.
Пытаемся внедрить ионно-лучевую полировку для особо ответственных применений. Пока дорого, но для космической оптики уже делаем пробные образцы. Результаты обнадеживают — шероховатость поверхности до 0.2нм.
Основная проблема рынка — дешевые китайские аналоги. Но когда клиенту нужна стабильность параметров от партии к партии, он возвращается к нам. Как тот немецкий заказчик, который трижды пробовал сменить поставщика, но в итоге вернулся к ООО Чанчунь Ютай Оптика.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Оптические Длинноволновые фильтры
Оптические Длинноволновые фильтры -
 ИК Фторид Лития
ИК Фторид Лития -
 Инфракрасные (ИК) длинноволновые фильтры
Инфракрасные (ИК) длинноволновые фильтры -
 Линзы BaF2 ультрафиолетового класса
Линзы BaF2 ультрафиолетового класса -
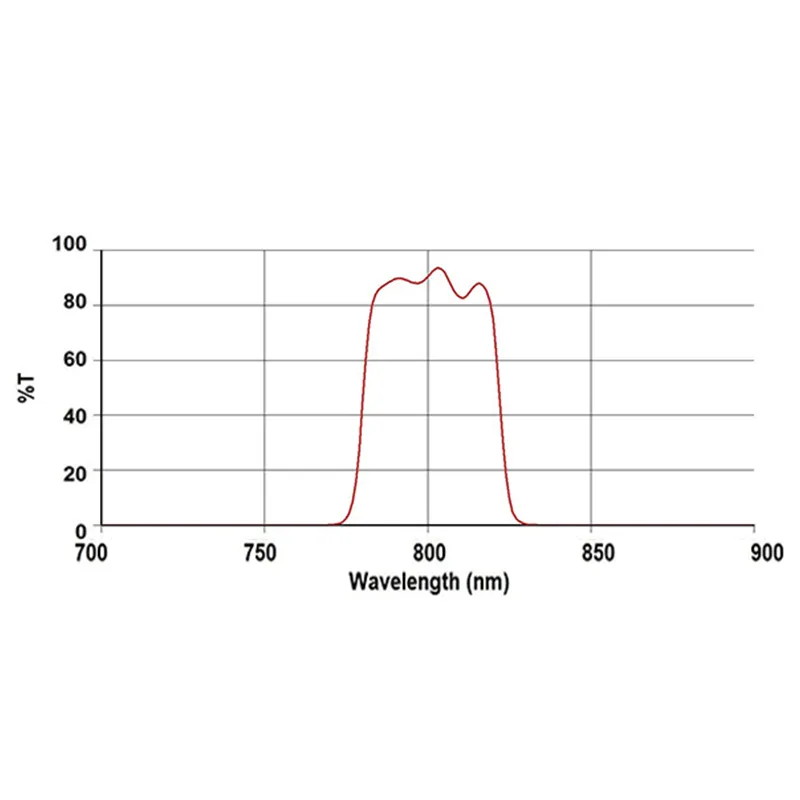 Инфракрасный полосовые фильтры
Инфракрасный полосовые фильтры -
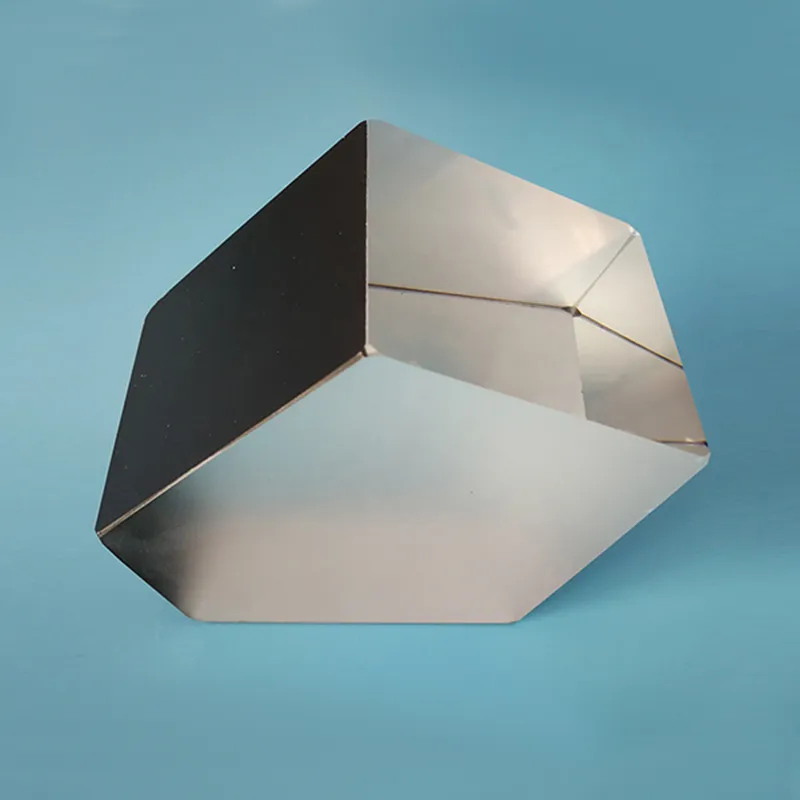 Инфракрасные пентапризмы
Инфракрасные пентапризмы -
 Окна из сапфира с отверстием
Окна из сапфира с отверстием -
 ИК Селенид Цинка
ИК Селенид Цинка -
 Инфракрасные призмы Дове
Инфракрасные призмы Дове -
 Окна из плавленого кварца со ступенькой
Окна из плавленого кварца со ступенькой -
 Равносторонние призмы из плавленого кварца
Равносторонние призмы из плавленого кварца -
 Неполяризующие светоделительные кубики (NPBS)
Неполяризующие светоделительные кубики (NPBS)
Связанный поиск
Связанный поиск- Индивидуальные полосовые светофильтры для флуоресценции
- Оптические сферические линзы из УФ-плавленого кварца
- Тип ахроматических линз N-BAF10
- Светофильтры для флуоресцентного PCR-анализа
- Оптические ИК BaF2 окна
- ахроматические вклеенные линзы
- Фильтры ND
- Оптические сферические одиночные линзы производитель
- Стеклянные отрицательные менисковые линзы завод
- Плавленый кварц линзы производители
-


-


-


-


WhatsApp

-
WeChat для предприятий
