


Оптические ахроматические линзы заводы
Когда слышишь про оптические ахроматические линзы заводы, сразу представляются гигантские цеха с роботами — но на деле даже на передовых производствах вроде ООО Чанчунь Ютай Оптика ключевые этапы всё ещё зависят от операторов с лупой. Многие заказчики ошибочно полагают, что хроматические аберрации устраняются чисто алгоритмически, хотя на практике подбор пар стёкол ФК8 и БК7 требует ручной коррекции по толщине склейки.
Технологические разрывы в массовом производстве
На нашем опыте с линией для микроскопов серии MKL-04 постоянно всплывала проблема: автоматизированная центровка не учитывала локальные напряжения в клеевом слое. Приходилось вводить дополнительный этап ручной проверки под монохроматическим источником — без этого в партии из ста линз минимум три шли в брак.
Особенно критично это для медицинских эндоскопов, где даже незначительная цветовая кайма искажает диагностику. Как-то раз от клиента из Новосибирска вернули партию из-за виньетирования на краю поля — оказалось, термостабилизация при склейке не учитывала перепад температур в транспортной упаковке.
Сейчас на https://www.yt-optics.ru в разделе ахроматов указаны параметры для лазерных систем, но изначально эти линзы разрабатывались для систем биометрической идентификации. Пришлось пересчитать кривизну поверхностей под спектр ИК-излучения, хотя в каталоге это не отражено.
Сырьё и его скрытые дефекты
Стеклозавод в Цзилине поставляет заготовки для ООО Чанчунь Ютай Оптика с допуском по однородности ±0,0003, но даже это не спасает от микроскопических свилей. В прошлом квартале пришлось забраковать две партии БК7 из-за анизотропии показателя преломления — визуально незаметно, но в сборке для лазерных станков давало расфокусировку на 12% хуже нормы.
Для цилиндрических линз в системах астигматической коррекции вообще отдельная история — там отклонение в 0,01 мм по торцу уже критично. Как-то запустили пробную партию с полировкой чёрным оксидом церия, но отказ от традиционного диоксида кремния привёл к царапинам на 30% образцов.
Сейчас экспериментируем с вакуумным напылением на фильтры для систем ночного видения — старая технология с магнетронным распылением давала неравномерность плёнки до 3 нм, что для ахроматических пар вызывало сдвиг фокусного расстояния.
Логистика как фактор качества
Мало кто задумывается, но транспортировка готовых призм в пенопластовых кассетах иногда приводит к микротрещинам по кромкам. После случая с поставкой в Казань, где вибрация в фургоне вызвала резонанс в упаковке, теперь все отгрузки тестируем на вибростенде с имитацией 8 часов пути.
Особенно проблематично с крупногабаритными плоскими окнами для защитных систем — толщиной от 40 мм. В прошлом году пришлось разрабатывать индивидуальные контейнеры с демпфирующими прокладками, хотя изначально казалось, что стандартные решения достаточно надёжны.
Кстати, на сайте yt-optics.ru до сих пор нет спецификации по условиям перевозки для ахроматов диаметром свыше 150 мм — надо бы дополнить, исходя из нашего печального опыта с конденсатом внутри герметичных блоков.
Калибровка и её подводные камни
При приёмке оптических плоских окон для систем автоматизации всегда возникает спор с отделом контроля — они проверяют по трём точкам, а в реальности прогиб по диагонали может достигать 0,005λ. После жалобы от немецкого партнёра внедрили сканирующий интерферометр, но и он не идеален — температурный дрейф в цехе вносит погрешность.
Для ахроматических линз в биометрических сканерах вообще отдельный протокол — там кроме волнового фронта нужно отслеживать спектральное пропускание в УФ-диапазоне. Как-то пропустили партию с просветляющим покрытием, нестабильным при 380 нм — пришлось менять всю технологию напыления.
Сейчас рассматриваем переход на ионное травление для призм дальномеров — классическая алмазная обработка даёт слишком большой разброс по углам при серийном производстве.
Экономика незаметных мелочей
Многие недооценивают стоимость доводки кромок у ахроматических линз — кажется, мелочь, но при объёмах в 5000 штук в месяц разница в 0,2 мм по диаметру увеличивает время полировки на 17%. Для ООО Чанчунь Ютай Оптика это вылилось в пересмотр всей техкарты на продукты для потребительской электроники.
Особенно заметно с фильтрами ИК-диапазона — там дополнительные операции по напылению отражающих слоёв увеличивают себестоимость на 30%, хотя визуально продукт не отличается от стандартных решений.
После анализа рекламаций с зеркалами для лазерных станков пришлось ввести выборочный контроль каждого десятого изделия на адгезию покрытия — казалось бы, простая процедура, но она съедает 8% производственного времени.
Перспективы и тупиковые ветви
Сейчас тестируем гибридные линзы со встроенными дифракционными элементами — в теории это должно снизить хроматические аберрации ещё на 15%, но пока стабильность параметров неудовлетворительная. Возможно, придётся вернуться к классическим схемам с двумя склеенными компонентами.
Интересный опыт получили с ахроматами для оборонных тепловизоров — там комбинация из халькогенидного стекла и германия дала неожиданно высокую дисперсию в среднем ИК-диапазоне. Пришлось экстренно менять поставщика материала, хотя изначальные расчёты показывали совместимость.
Похоже, будущее всё же за монолитные ахроматическими конструкциями — меньше стыков, выше стабильность. Но текущие технологические ограничения по полировке асферических поверхностей пока не позволяют массово переходить на такие решения. Как обычно, теория опережает практику на 5-7 лет.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
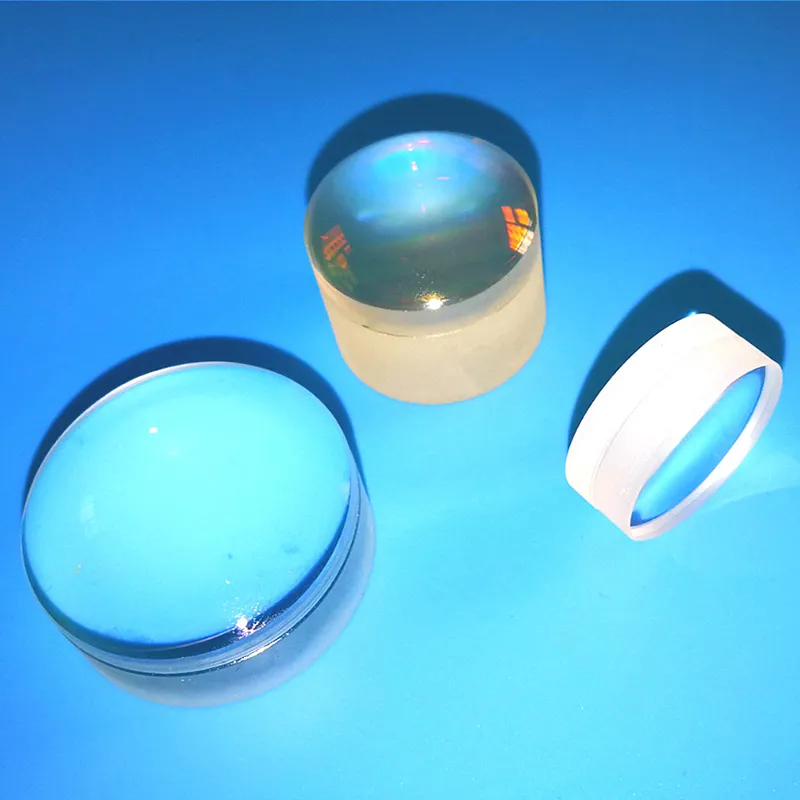 Оптические двойные линзы
Оптические двойные линзы -
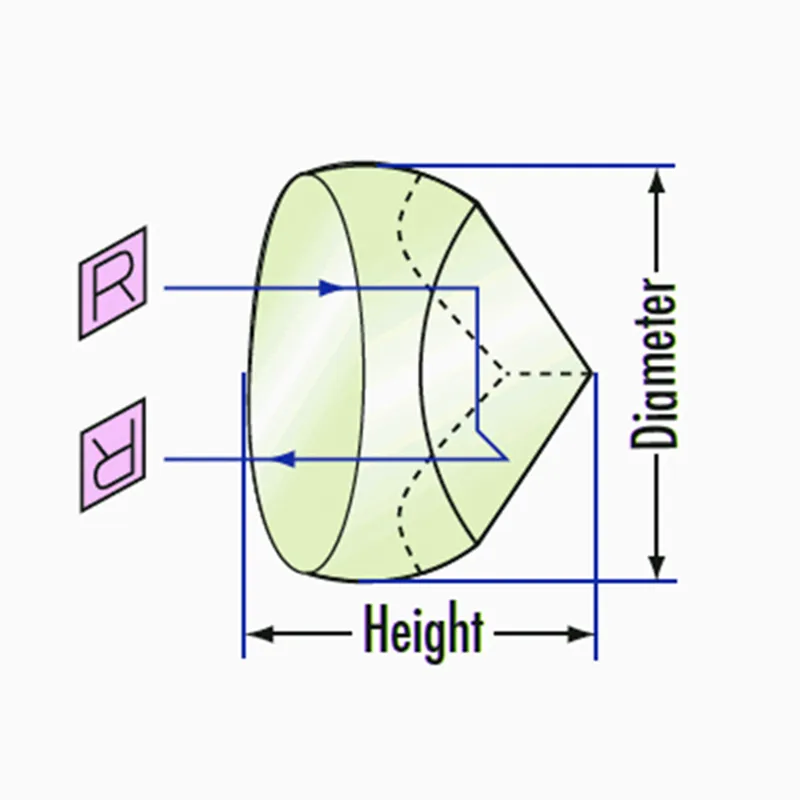
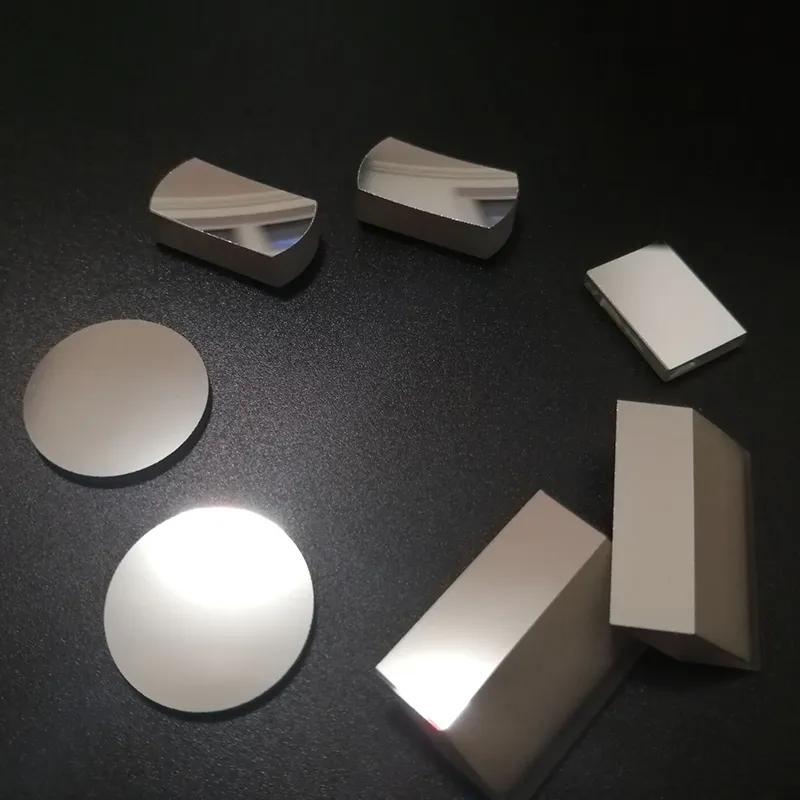
 Призменные зеркала с прямым углом
Призменные зеркала с прямым углом -
 Оптические Диэлектрические зеркала
Оптические Диэлектрические зеркала -
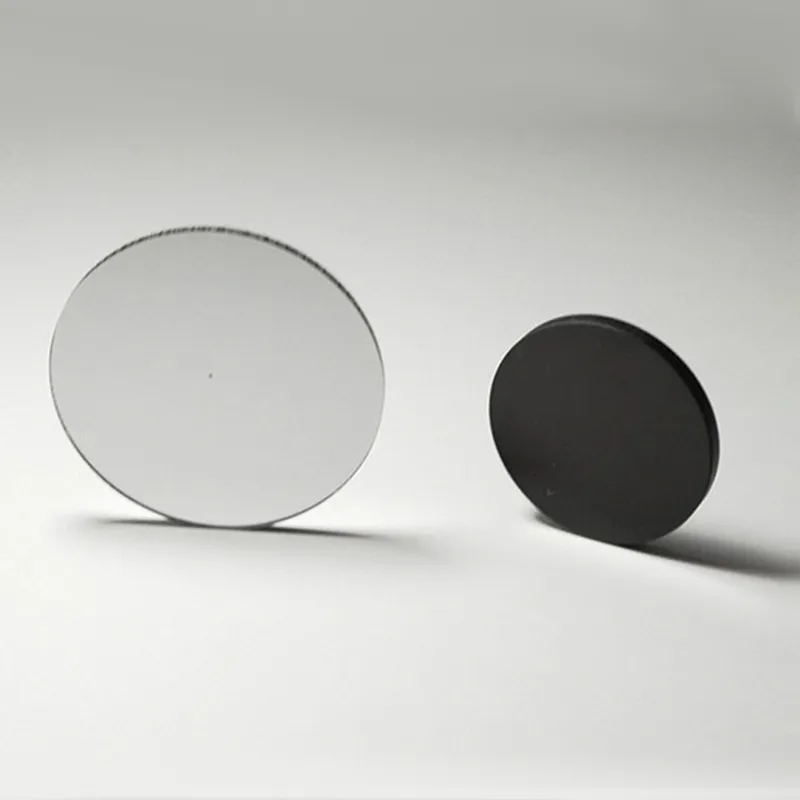 Поглощающие фильтры нейтральной плотности (ND)
Поглощающие фильтры нейтральной плотности (ND) -
 Многоспектральные оптические линзы CVD
Многоспектральные оптические линзы CVD -
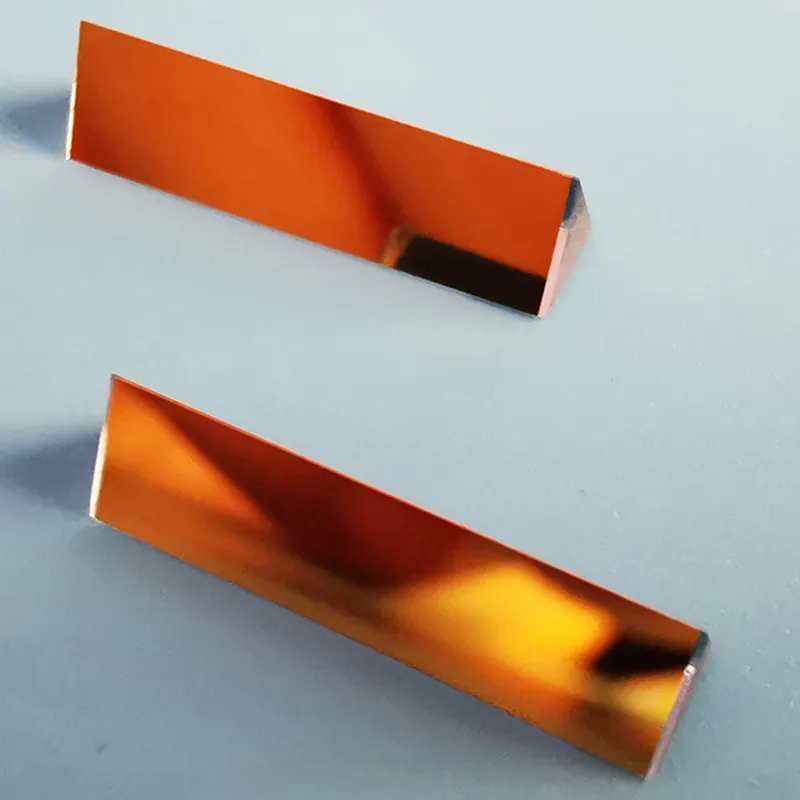
 Оранжевое стекло CB535 CB550 CB565 CB580
Оранжевое стекло CB535 CB550 CB565 CB580 -
 Оптические Призмы Клага
Оптические Призмы Клага -
 Инфракрасные германиевые линзы
Инфракрасные германиевые линзы -
 Купола из сапфирового стекла
Купола из сапфирового стекла -
 Многодиапазонное калибровочное стекло PNB586 HOB445
Многодиапазонное калибровочное стекло PNB586 HOB445 -
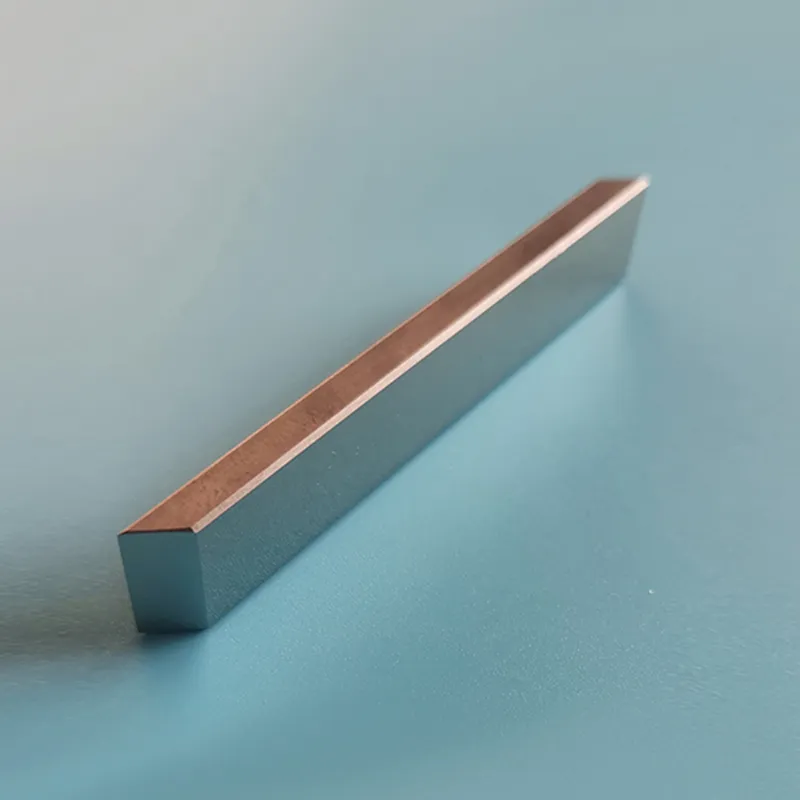
 Инфракрасная прямоугольные призмы
Инфракрасная прямоугольные призмы -
 Инфракрасные пентапризмы
Инфракрасные пентапризмы
Связанный поиск
Связанный поиск- Оптическое купольное стекло
- Инфракрасные клиновидные призмы
- Ступенчатое оптическое окно из плавленого кварца
- Большие линзы Френеля
- Ютай оптические диэлектрические зеркала HR
- Уф-линзы из плавленого кварца производитель
- Оптические линзы производители
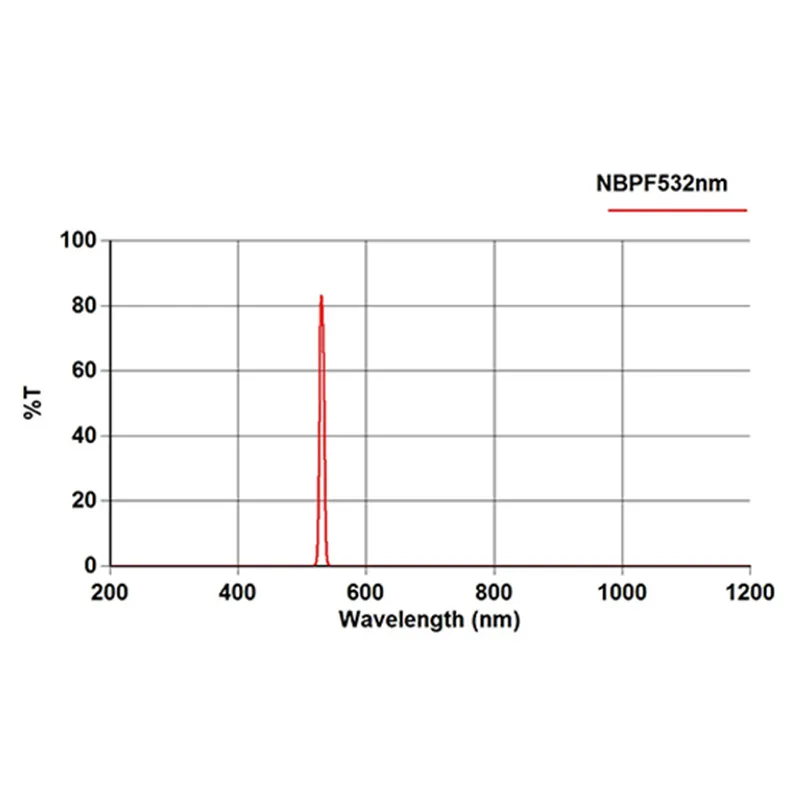
- Узкополосный УФ-светофильтр BPF
- Оптические светоделительные кубики из JGS1
- Полосовые светофильтры с наружным кольцом
-


-


-


-


WhatsApp

-
WeChat для предприятий
