


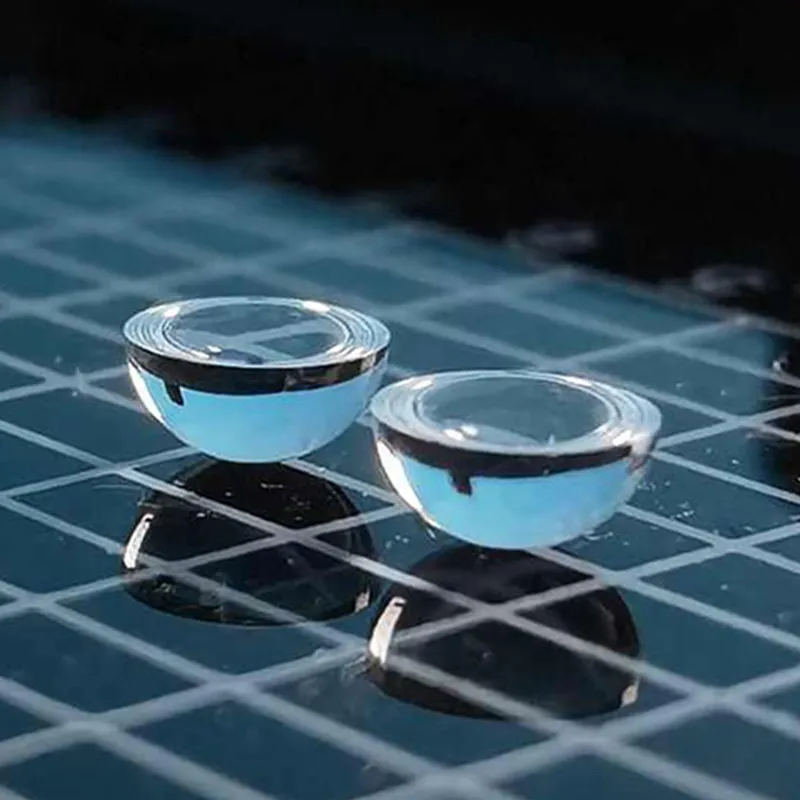
Купольные линзы из MgF2 горячего прессования
Горячее прессование MgF2 – это, казалось бы, простая технология. Но на деле, добиться действительно качественных купольных линз из MgF2, подходящих для сложных задач, – это целое искусство. Многие заказывают стандартные линзы, рассчитывая на 'универсальное решение', но часто сталкиваются с проблемами: искажения, неравномерность преломления, дефекты поверхности. Я бы сказал, что это область, где опыт играет гораздо большую роль, чем теоретические знания. Сегодня поделюсь тем, что накопилось у нас за годы работы – о том, на что обращать внимание, какие ошибки совершают чаще всего, и какие решения могут помочь.
Обзор: Зачем нужны и какие сложности возникают с горячим прессованием MgF2?
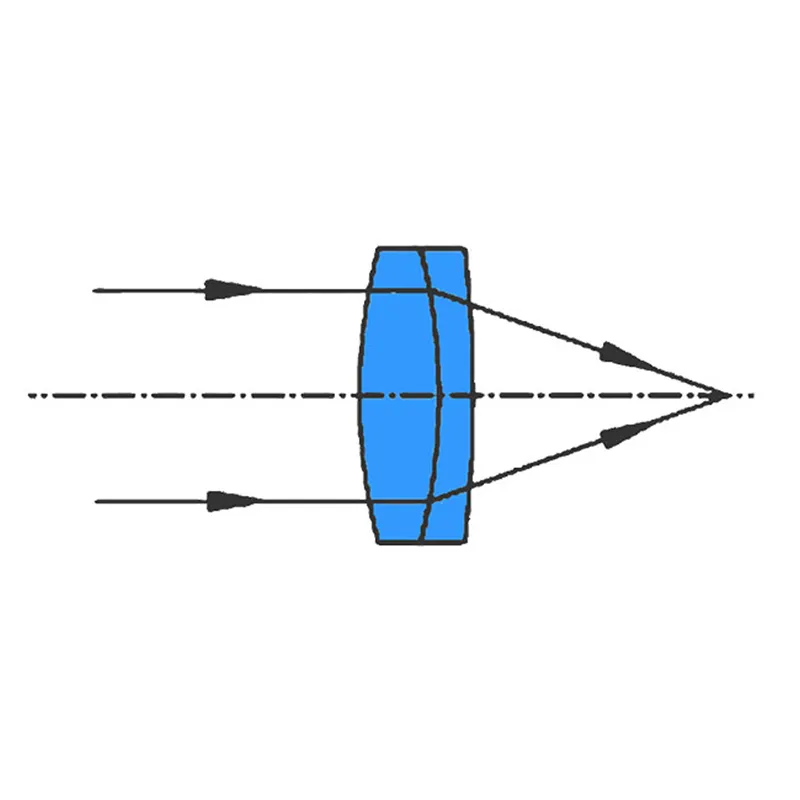
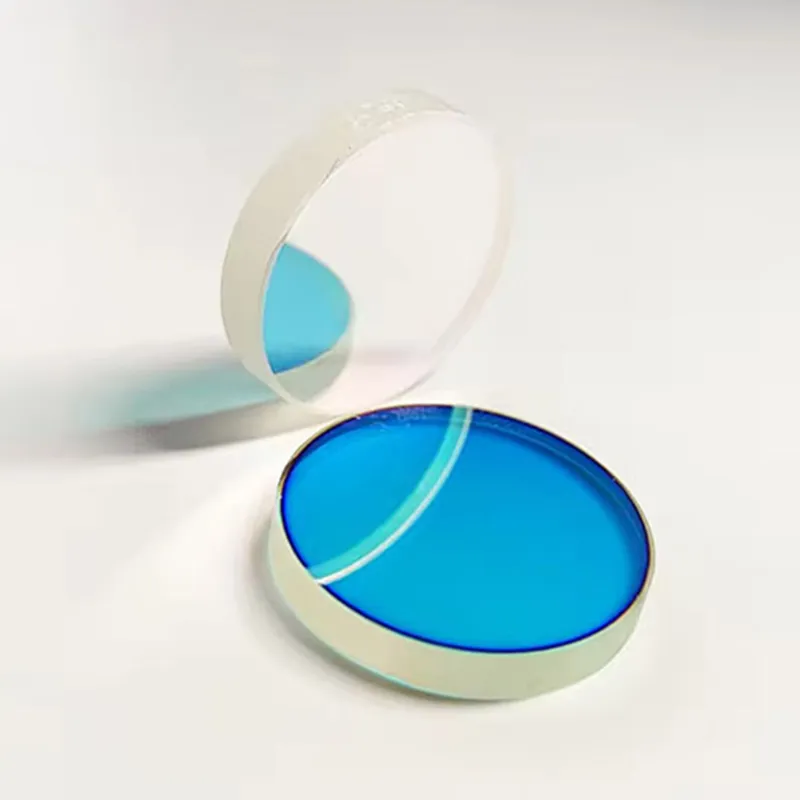
MgF2 - материал, с одной стороны, очень ценный для определенных областей применения, особенно в области лазерной оптики и оптической связи, благодаря его высокой прозрачности в ближнем инфракрасном диапазоне. Купольные линзы, изготовленные из него, обычно используются для формирования пучков, фокусировки лазерного излучения, создания оптических систем для сложных задач, требующих высокой точности.
Процесс горячего прессования позволяет получать линзы нужной формы, но он и сопряжен с рядом сложностей. Основные проблемы – это равномерный нагрев заготовки, контроль давления, минимизация деформации материала при охлаждении и, конечно, чистота рабочего пространства. Неправильная настройка параметров прессования может привести к появлению трещин, сколов, неравномерности преломления и других дефектов, которые делают линзу непригодной для дальнейшего использования. Поэтому выбор правильных параметров – это не просто расчет, а, скорее, эмпирическая настройка, основанная на опыте и глубоком понимании физических процессов, происходящих в процессе.
Мы сталкивались с ситуациями, когда заказчик требовал линзы с очень высокими требованиями к точности, но при этом не предоставлял достаточную информацию о применении. В результате, после нескольких итераций, приходилось перерабатывать почти всю партию, что значительно увеличивало стоимость и сроки.
Влияние параметров прессования на качество готовой линзы
Начну с самого главного – параметров прессования. Температура, давление, время выдержки – все это напрямую влияет на геометрию и оптические свойства конечного продукта. Слишком низкая температура приводит к недостаточному сжатию материала, в результате чего линза получается непрозрачной или с дефектами. Слишком высокая температура может вызвать термическое расширение и деформацию, что приведет к искажениям. Давление также играет важную роль: недостаточного давления недостаточно для формирования линзы, а избыточное давление может привести к появлению трещин.
Оптимальный режим зависит от многих факторов: от размера и формы линзы, от чистоты заготовки, от типа используемого оборудования. Мы всегда начинаем с небольших тестовых партий, чтобы подобрать оптимальные параметры для каждого конкретного случая. И только после этого приступаем к серийному производству.
Интересный момент: даже небольшие колебания температуры в процессе прессования могут привести к заметным изменениям в оптических характеристиках линзы. Поэтому важно использовать высокоточные терморегуляторы и обеспечить стабильную температуру в рабочей зоне. Это особенно важно при работе с материалами, склонными к термическому расширению, как, например, MgF2.
Проблемы с чистотой заготовки и их влияние на оптические характеристики
Чистота заготовки – это, пожалуй, один из самых недооцененных факторов. Даже незначительное загрязнение поверхности заготовки может привести к значительному снижению оптической прозрачности линзы. В частности, на поверхности MgF2 легко образуются пленки оксидов, которые ухудшают светопропускание и вызывают дифракционные эффекты.
Как мы это решаем? В первую очередь, используем высокочистые заготовки, прошедшие тщательную очистку. Затем, перед прессованием, проводим дополнительную очистку с использованием ультразвуковой ванны и специальных растворителей. И, наконец, после прессования, линзы подвергаются финальной очистке, чтобы удалить остатки загрязнений и пленки оксидов.
Использование специальных пленок для защиты поверхности линзы также может помочь предотвратить загрязнение и улучшить ее оптические характеристики. Но это уже дополнительная статья расходов, поэтому ее целесообразность зависит от конкретного применения.
Опыт с различными методами очистки MgF2
Мы экспериментировали с разными методами очистки MgF2. Ультразвуковая очистка – это стандартная процедура, но она не всегда дает желаемый результат. Иногда требуется использовать более агрессивные растворители или комбинировать несколько методов. Важно тщательно подбирать растворитель, чтобы не повредить поверхность материала. Например, мы однажды использовали слишком агрессивный растворитель и получили на линзе микротрещины. Это был горький опыт, который мы больше не повторяем.
Еще один интересный метод – плазменная обработка. Он позволяет удалить загрязнения с поверхности материала без механического воздействия. Но этот метод требует специального оборудования и квалифицированного персонала, поэтому он не всегда доступен.
В конечном итоге, выбор метода очистки зависит от типа загрязнения и от требуемой чистоты поверхности линзы. Мы всегда стараемся использовать наиболее щадящие методы, которые не повреждают материал.
Примеры применения купольных линз из MgF2 в нашей практике
Мы изготавливаем купольные линзы из MgF2 для широкого спектра применений. Например, для лазерных систем, используемых в медицинских целях. В таких системах требуется высокая точность и стабильность, поэтому мы уделяем особое внимание качеству материалов и процессу изготовления. Для создания оптических систем для оборонной промышленности, нам нужны линзы, устойчивые к высоким температурам и механическим воздействиям. А для научных исследований – линзы с высокой прозрачностью в ближнем инфракрасном диапазоне.
Одним из интересных проектов было изготовление линз для нового типа лазерного сканера. Эти линзы должны были фокусировать лазерный луч на очень маленькой площади, что требовало высокой точности и минимальных искажений. После нескольких итераций, мы смогли добиться желаемых результатов, и заказчик был очень доволен качеством наших линз.
Еще один пример – изготовление линз для системы оптической связи. Эти линзы должны были передавать оптический сигнал на большие расстояния без потери качества. Мы использовали MgF2 с минимальным содержанием примесей, чтобы обеспечить максимальную прозрачность и минимальные потери сигнала.
Ошибки, которых следует избегать при работе с купольными линзами из MgF2
Существует несколько распространенных ошибок, которых следует избегать при работе с купольными линзами из MgF2. Например, использование некачественных материалов. Как я уже говорил, чистота заготовки играет важную роль. Еще одна распространенная ошибка – неправильная настройка параметров прессования. Недостаточная температура, избыточное давление или неправильное время выдержки могут привести к появлению дефектов. И, конечно, нельзя забывать о чистоте рабочего пространства. Любая пыль или грязь может испортить качество линзы.
Мы часто сталкиваемся с ситуациями, когда заказчики пытаются сэкономить на качестве материалов или на процессе изготовления. Но это всегда приводит к проблемам в будущем. Стоимость ремонта или замены бракованных линз может быть гораздо выше, чем стоимость качественного изготовления с самого начала.
Наши клиенты обычно ценят наш профессионализм и готовность предоставить консультации по всем вопросам, связанным с MgF2. Мы всегда стараемся помочь им избежать ошибок и выбрать оптимальное решение для их конкретных задач.
Перспективы развития технологии горячего прессования MgF2
Технология горячего прессования MgF2 постоянно развивается. Появляются новые материалы, новые методы обработки и новые технологии контроля качества. Например, мы сейчас работаем над внедрением новых методов очистки и обработки поверхности, которые позволяют улучшить оптические характеристики линз. Также мы экспериментируем с новыми параметрами прессования, чтобы добиться большей точности и равномерности линз. Мы верим,
Соответствующая продукция
Соответствующая продукция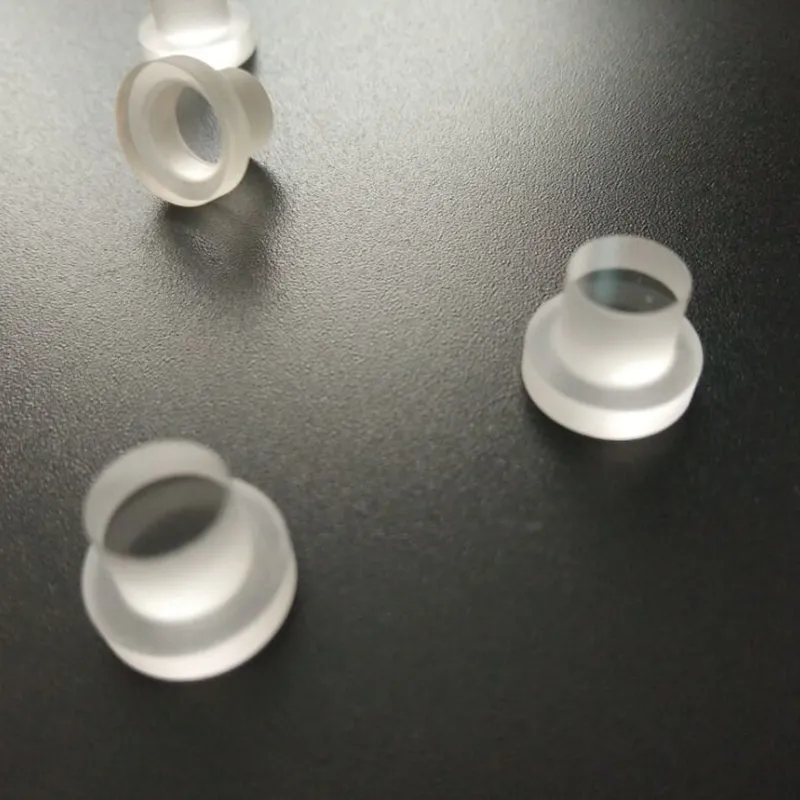



Самые продаваемые продукты
Самые продаваемые продукты-
 K8 призмы Порро из оптического стекла
K8 призмы Порро из оптического стекла -
 Зелёное стекло LB
Зелёное стекло LB -
 Оптические стеклянные сферические линзы K8
Оптические стеклянные сферические линзы K8 -
 Купола с фланцем
Купола с фланцем -
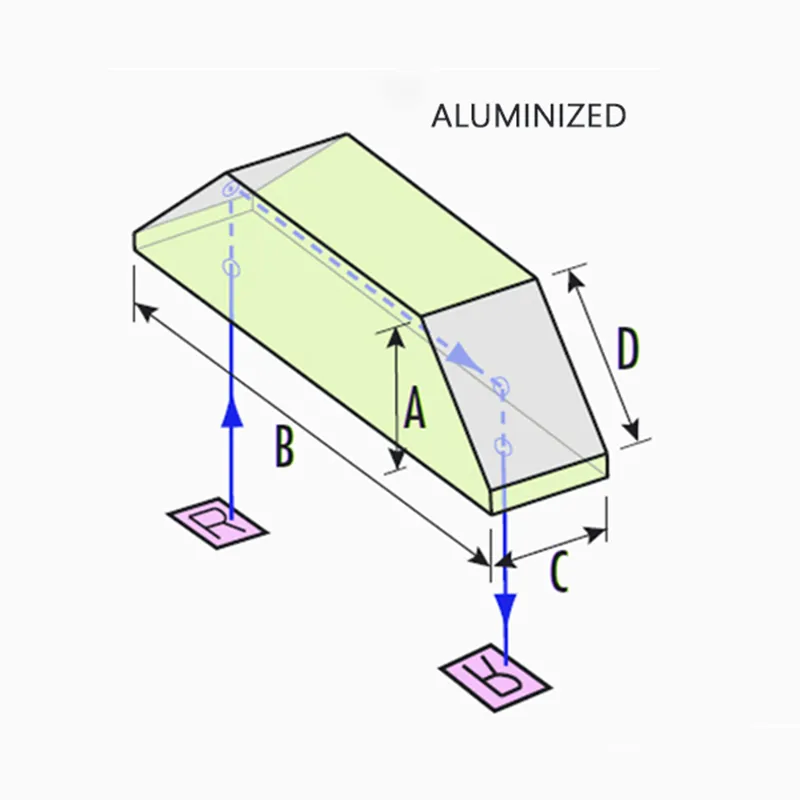
 Оптические ромбовидные призмы
Оптические ромбовидные призмы -
 Германиевые инфракрасные длинноволновые фильтры
Германиевые инфракрасные длинноволновые фильтры -
 Окна из сапфира со ступенькой
Окна из сапфира со ступенькой -
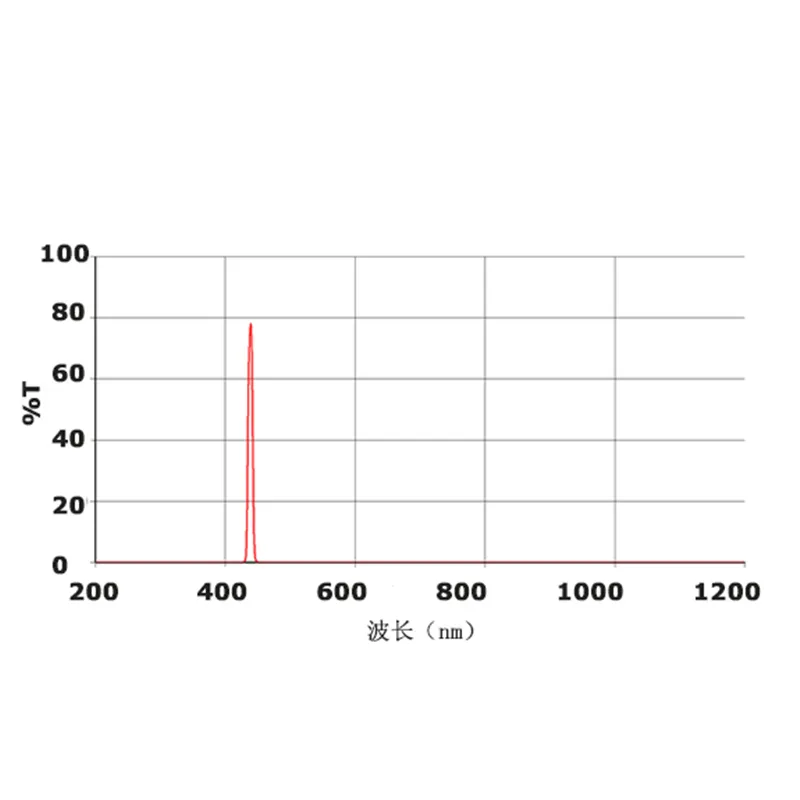 Фильтры для биохимических анализаторов
Фильтры для биохимических анализаторов -
 Оптические призмы Дове ТФ12
Оптические призмы Дове ТФ12 -
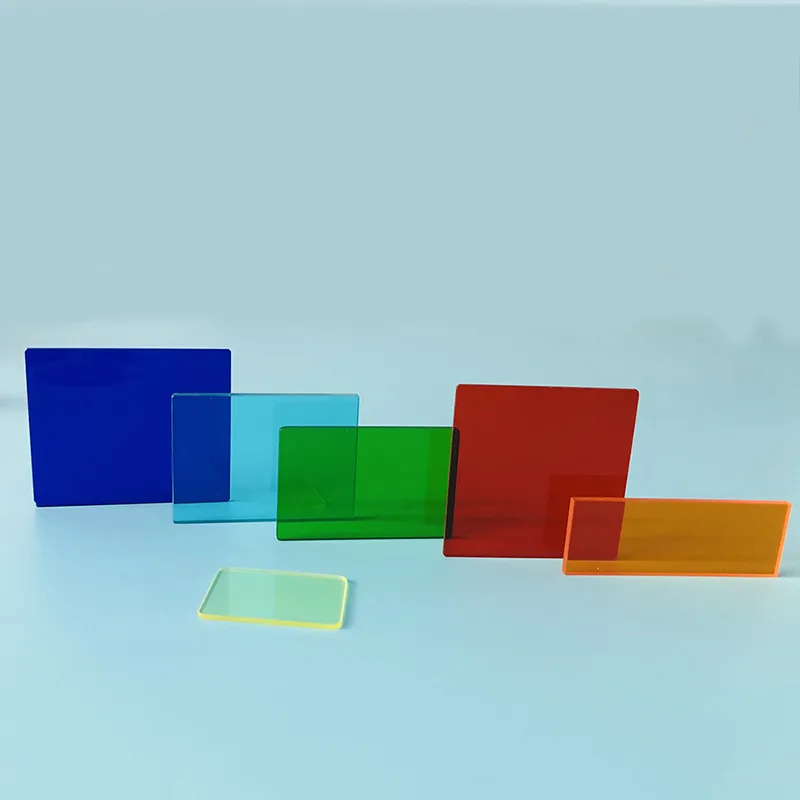 Оптические Цветные стеклянные фильтры
Оптические Цветные стеклянные фильтры -
 Стекло с падающей цветовой температурой SJB20 SJB80 SJB100 SJB130 SJB140
Стекло с падающей цветовой температурой SJB20 SJB80 SJB100 SJB130 SJB140 -
 Отражающие фильтры нейтральной плотности (ND)
Отражающие фильтры нейтральной плотности (ND)
Связанный поиск
Связанный поиск- Оптическое цветное стекло -золотое (жёлтое) стекло JB400 JB420 JB450 JB470 JB490 JB510
- Оптическое стекло ИК MgF2
- Монокристаллический CaF2
- Yutai оптические поликристаллические MgF2 окна
- Полосовые светофильтры с наружным кольцом
- Оптическое цветное стеклянное фильтр -оранжевое стекло CB1 CB2
- Функция неполяризационного светоделительного кубика (PBS)
- Индивидуальная прямоугольная призма-зеркало
- Биконические линзы поставщик
- Yutai оптические линзы Френеля
-


-


-


-


WhatsApp

-
WeChat для предприятий
