


Конструкция с двумя линзой поставщики
Когда слышишь про конструкции с двумя линзами, сразу представляешь что-то простое — ну, две линзы в оправе, что сложного? Но на деле это целая наука, где малейший просчёт в юстировке или качестве материала сводит на нет всю оптику. Многие заказчики до сих пор думают, что главное — найти дешёвого поставщика, а потом удивляются, почему изображение ?плывёт? или система не держит температурные перепады.
Почему двойные линзы — это не просто ?склеить и забыть?
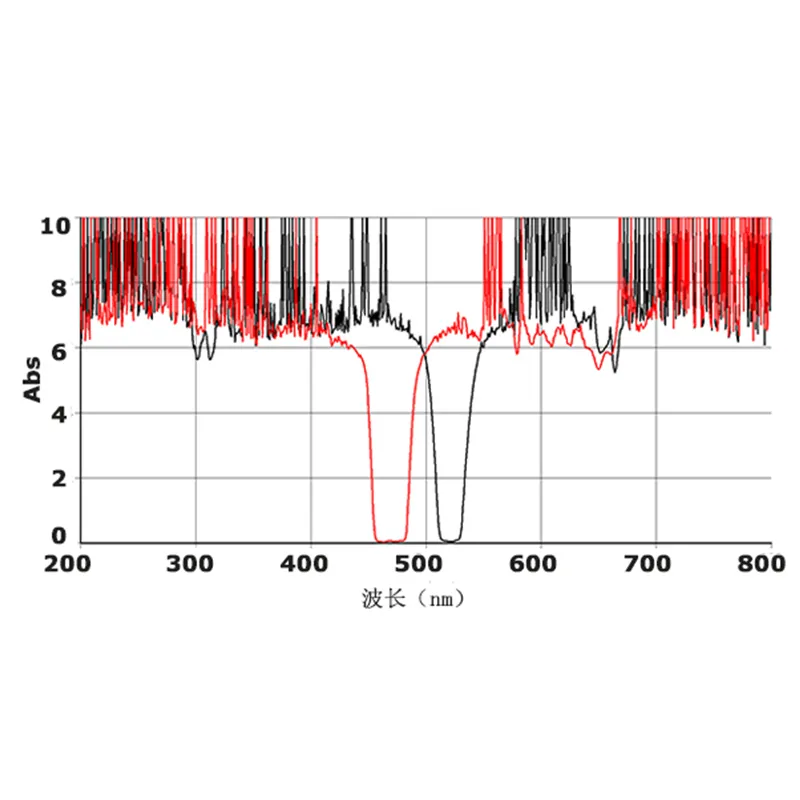
Взялись как-то за проект для лазерной резки — нужна была конструкция с двумя линзой с минимальной хроматической аберрацией. Поставщик из Китая пообещал идеальные параметры, но на тестах выяснилось, что просветляющее покрытие неравномерное — в центре линзы пропускание 99,5%, а по краям падает до 97%. Пришлось срочно искать альтернативу, потому что заказчик жаловался на падение мощности лазера уже после 100 часов работы.
Кстати, про просветление — это отдельная головная боль. Некоторые думают, что если линзы с антибликовым покрытием, то подойдут для любой задачи. Но в УФ-диапазоне, например, стандартные покрытия выгорают за неделю. Пришлось на собственном опыте убедиться, когда для биометрического сканера ставили обычные линзы — через месяц контрастность упала на 30%.
Особенно критичен подбор материалов. Однажды использовали BK7 и SF11 в паре, расчёт был на компенсацию дисперсии, но не учли КТР — при -20°C оправа дала микротрещину. Пришлось переходить на инвар и пересчитывать всю механику.
Как выбирать поставщиков: неочевидные нюансы
Сейчас в основном работаем с ООО Чанчунь Ютай Оптика — их сайт https://www.yt-optics.ru стал находкой, когда искали кого-то, кто делает не просто линзы, а именно сборки под конкретные задачи. У них есть готовые решения для медицинской оптики, где важна стабильность в стерильных условиях — это редкость среди азиатских производителей.
Но и тут не без подвохов. Как-то заказали у них цилиндрические линзы для лазерной гравировки — геометрия идеальная, но в спецификации не указали, что нужна полировка по 20-10 по scratch-dig. Пришли линзы с 40-20, для видимого диапазона нормально, а для нашего ИК-лазера возникли блики. Теперь всегда требую полную карту загрязнений и протоколы контроля кривизны.
Кстати, про их сферические линзы — в последней партии для системы видеонаблюдения заметил, что допуск на толщину по краю выдерживают лучше, чем у европейских конкурентов. Возможно, потому что используют ЧПУ шлифовку с обратной связью по датчикам давления.
Реальные кейсы: где двухлинзовые системы работают и где проваливаются
В оборонке такие конструкции часто ставят в тепловизоры — там нужна компенсация атмосферных искажений. Но один раз не учли вибрационные нагрузки — после установки на БПЛА линзы разъюстировались после десятка посадок. Пришлось добавлять демпфирующие прокладки и менять крепёж на цельнометаллический.
А вот в потребительской электронике история смешная — делали объектив для смартфона с двумя асферическими линзами. Расчёт был на компактность, но забыли про терморасширение пластикового корпуса. Летом при +45°C фокус начинал ?уплывать?. Теперь всегда тестируем в термокамере с циклами от -10 до +60.
Для лазерных технологий важно, чтобы вторая линза была с точной юстировкой по оси — даже смещение на 5 мкм уже даёт расфокусировку пятна. Как-то пробовали экономить на монтаже — использовали эпоксидный клей вместо ультрафиолетового, результат: через месяц линза отклеилась от перегрева.
Что часто упускают в спецификациях
Никто не пишет про долговременную стабильность просветляющего покрытия — а ведь для УФ-лазеров некоторые покрытия деградируют уже через 200 часов работы. Приходится самостоятельно запрашивать данные ускоренных испытаний, особенно если система работает в непрерывном режиме.
Ещё момент — качество кромки. Для высокомощных лазеров зазубренная кромка вызывает рассеяние и нагрев. Один раз получили партию где скругление кромки было неравномерным — пришлось возвращать и ждать замену 3 недели.
И главное — сертификаты. Для медицинского оборудования нужны не просто паспорта, а полные отчёты по биосовместимости материалов. С ООО Чанчунь Ютай Оптика в этом плане проще — они сразу предоставляют документы по ISO 13485, что экономит время на согласованиях.
Практические советы по работе с двухлинзовыми системами
Всегда требую тестовые образцы перед заказом серии — даже у проверенных поставщиков бывают осечки. Особенно если нужны призмы или фильтры в сборке — там геометрию сложнее выдержать.
Для автоматизации часто использую их плоские окна — но тут важно смотреть на допуск параллельности. Как-то поставили окно с отклонением 2 угловые минуты — казалось бы, мелочь, но в системе позиционирования давало ошибку в 0,1 мм.
И последнее — никогда не экономьте на контроле чистоты. Даже пылинка в 5 мкм между линзами в конструкции с двумя линзой создаёт тень которая потом проявляется на изображении. Теперь всегда собираем в чистой комнате и сразу упаковываем в азотную среду.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Оптические равносторонние призмы
Оптические равносторонние призмы -
 Световые трубы призм K8
Световые трубы призм K8 -
 Инфракрасные равносторонние призмы
Инфракрасные равносторонние призмы -
 Оптические асферические линзы
Оптические асферические линзы -
 N-BAF10 N-SF10 ахроматические линзы
N-BAF10 N-SF10 ахроматические линзы -
 Оптическая пентапризмы ТФ12
Оптическая пентапризмы ТФ12 -
 Оптические холодные зеркала
Оптические холодные зеркала -
 Полосовые фильтры OD6
Полосовые фильтры OD6 -
 Тонкий лист стекла K8
Тонкий лист стекла K8 -
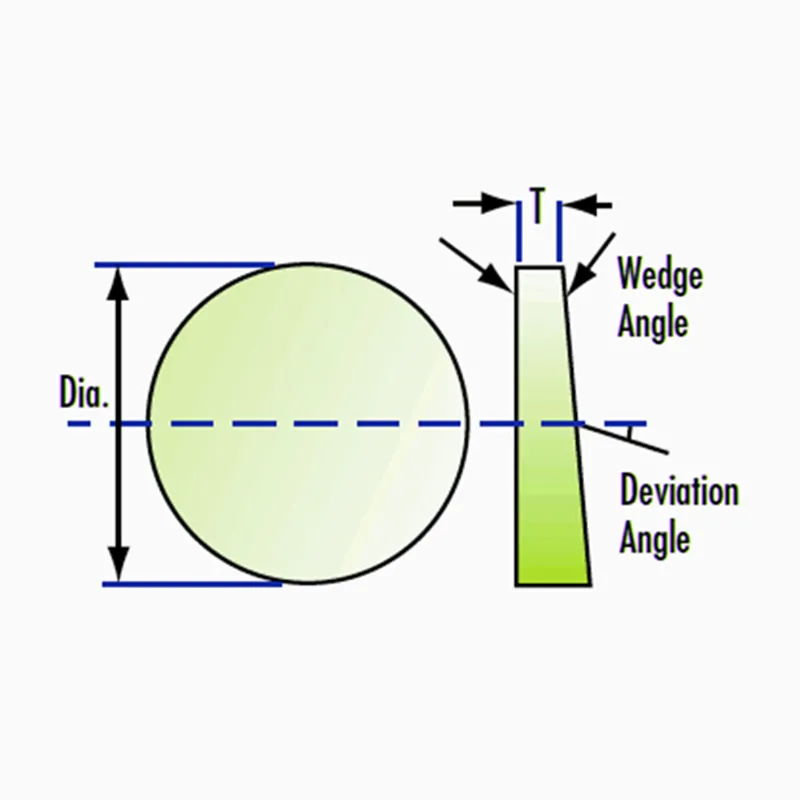 УФ клиновидные призмы из плавленого кварца
УФ клиновидные призмы из плавленого кварца -
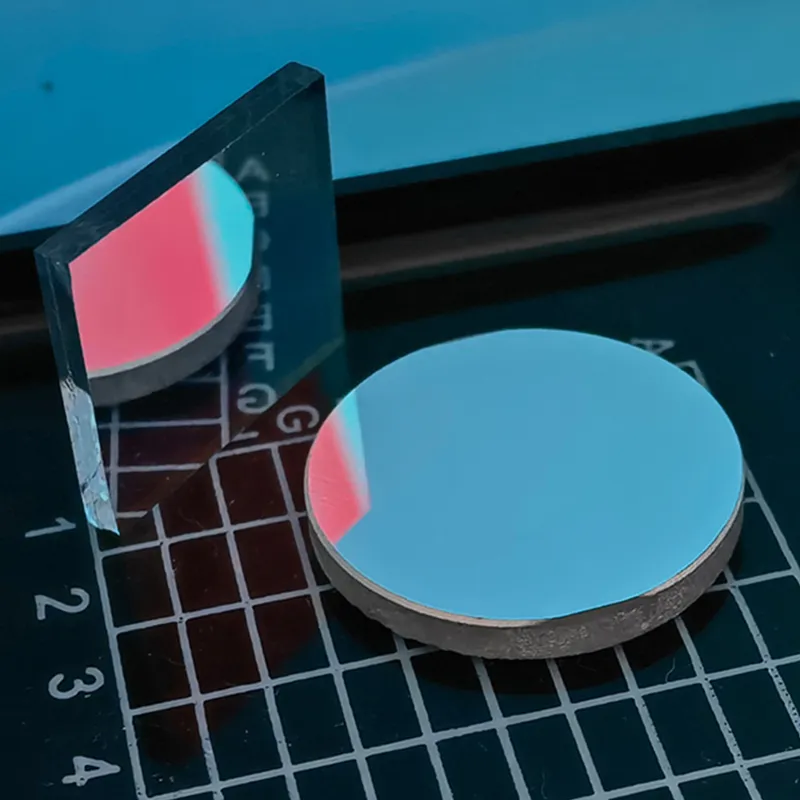 Выпуклые металлические зеркала
Выпуклые металлические зеркала -
 Оранжевое стекло CB1 CB2
Оранжевое стекло CB1 CB2
Связанный поиск
Связанный поиск- оптическое Corning Eagle XG
- N-baf10 / n-sf57 ахроматические линзы производители
- Индивидуальный ИК-оптический компонент из фторида лития
- Оптическое окно из известково-натриевого стекла
- оптические тройные линзы из фторида кальция
- Оптические кремниевые призмы Дове
- ZnSe фокусирующие линзы
- Оптические сферические линзы из УФ-плавленого кварца
- Неполяризующие светоделительные кубики (NPBS)
- Оптические зеркала с защитным золотым покрытием
-


-


-


-


WhatsApp

-
WeChat для предприятий
