


клиновидные призмы из плавленого кварца
Клинкерные призмы из плавленного кварца – тема, которая часто встречается в спецификациях, но, как мне кажется, недостаточно глубоко обсуждается в контексте реальных производственных процессов. Многие производители, особенно начинающие, склонны видеть в них просто оптический элемент, не уделяя должного внимания особенностям материала и технологическим тонкостям. Зачастую это приводит к разочарованиям в конечном продукте, вопросам стабильности характеристик и, как следствие, к снижению конкурентоспособности. Я хотел бы поделиться опытом, накопленным за годы работы с подобными материалами, выделив ключевые моменты и проблемные зоны, чтобы, возможно, кто-то избежал ошибок, которые мы совершали.
Что такое клинкерные призмы и зачем они нужны?
Итак, давайте начнем с основ. Клинкерные призмы из плавленного кварца – это не просто призмы из кварцевого стекла. Процесс плавления кварцевого песка и последующей спекания (клинкеризации) при очень высоких температурах приводит к получению материала с уникальными свойствами. В отличие от обычного кварцевого стекла, клинкер обладает значительно более низким коэффициентом теплового расширения, высокой химической стойкостью и превосходной механической прочностью. Это делает его идеальным материалом для применений, где важна стабильность размеров в широком диапазоне температур и устойчивость к агрессивным средам. Мы, например, часто используем их в лазерных системах, где резкие перепады температуры могут привести к деформации обычных оптических элементов.
Спектр применения действительно широк, как указано на сайте ООО Чанчунь Ютай Оптика (https://www.yt-optics.ru). Формирование изображения, оборона, медицина, лазерные технологии… Во всех этих областях требуется высокая точность и надежность. В частности, в обороне – это критически важно, а в медицине – напрямую влияет на качество диагностических и лечебных процедур. Не стоит забывать и про автоматизацию и потребительскую электронику – там тоже потребность в долговечных и устойчивых к внешним воздействиям оптических компонентах постоянно растет.
Технологические сложности и проблемы
Но получение качественной клинкерной призмы – задача нетривиальная. Начиная с подготовки сырья (использование кварцевого песка высокой чистоты, отсутствие примесей), и заканчивая контролем процесса спекания (температура, время выдержки, атмосферное давление), на каждом этапе нужно тщательно контролировать параметры. Особенно важна однородность материала – любые неоднородности могут привести к появлению дефектов и ухудшению оптических характеристик. Мы в свое время столкнулись с проблемой появления микротрещин, которые, казалось бы, не влияли на производительность, но со временем приводили к снижению преломления и, в конечном итоге, к выходу призмы из строя. Пришлось пересматривать параметры спекания, добавив в состав небольшое количество оксида алюминия. Это позволило уменьшить концентрацию внутренних напряжений и значительно улучшить стабильность.
Кроме того, процесс обработки клинкерного кварца требует специального оборудования и опыта. Традиционные методы шлифовки и полировки могут быть неэффективны или даже повредить материал. Часто используют алмазные абразивы и специальные полировальные пасты. Важно правильно подобрать режимы обработки, чтобы избежать появления царапин и сколов. Мы однажды пытались использовать стандартный шлифовальный станок, и результат был катастрофическим – призмы просто разлетались на мелкие кусочки. Вывод: использовать только специализированное оборудование и материалы для обработки клинкерного кварца.
Контроль качества и методы тестирования
Качество клинкерных призм необходимо контролировать на всех этапах производства – от сырья до готового продукта. На этом этапе роль играют как визуальный контроль, так и ряд специализированных методов тестирования. Важно измерять оптические характеристики (преломление, показатель преломления), а также проверять механическую прочность и термическую стабильность. Для оценки термической стабильности используют термогравиметрический анализ (TGA) и дифференциальную термическую аналитику (DTA). Эти методы позволяют определить, как изменяются размеры и свойства призмы при нагревании и охлаждении.
Также важно контролировать отсутствие дефектов – микротрещин, сколов, включений. Для этого используют оптические микроскопы, рентгеновские методы и другие неразрушающие методы контроля. Мы в ООО Чанчунь Ютай Оптика (https://www.yt-optics.ru) применяем комбинацию визуального контроля, лазерной триангуляции и спектрометрии для обеспечения максимальной точности и надежности. Спектрометрия, кстати, особенно полезна для выявления примесей в материале, которые могут негативно влиять на оптические характеристики призмы.
Перспективы развития и новые материалы
Технологии производства клинкерных призм из плавленного кварца постоянно развиваются. Ведутся разработки новых составов материала с улучшенными оптическими и механическими свойствами. Например, исследуется возможность добавления различных элементов (например, ниобия или тантала) для снижения коэффициента теплового расширения и повышения химической стойкости. Кроме того, разрабатываются новые методы обработки и контроля качества, которые позволяют получать призмы с еще более высокой точностью и надежностью. Возможно, в будущем мы увидим призмы, производимые с использованием аддитивных технологий (3D-печати), что позволит создавать сложные геометрические формы с высокой точностью и минимальными отходами материала. Но пока это скорее научные разработки, чем коммерчески доступные решения. Необходимо решить ряд проблем с термической стабильностью и оптическим качеством при высоких температурах спекания.
В заключение хочу сказать, что работа с клинкерными призмами из плавленного кварца – это сложный, но очень интересный процесс. Он требует глубоких знаний в области материаловедения, оптики и технологии производства. Если подойти к этому вопросу ответственно и внимательно, можно получить высококачественные оптические компоненты, которые будут соответствовать самым строгим требованиям.
Соответствующая продукция
Соответствующая продукция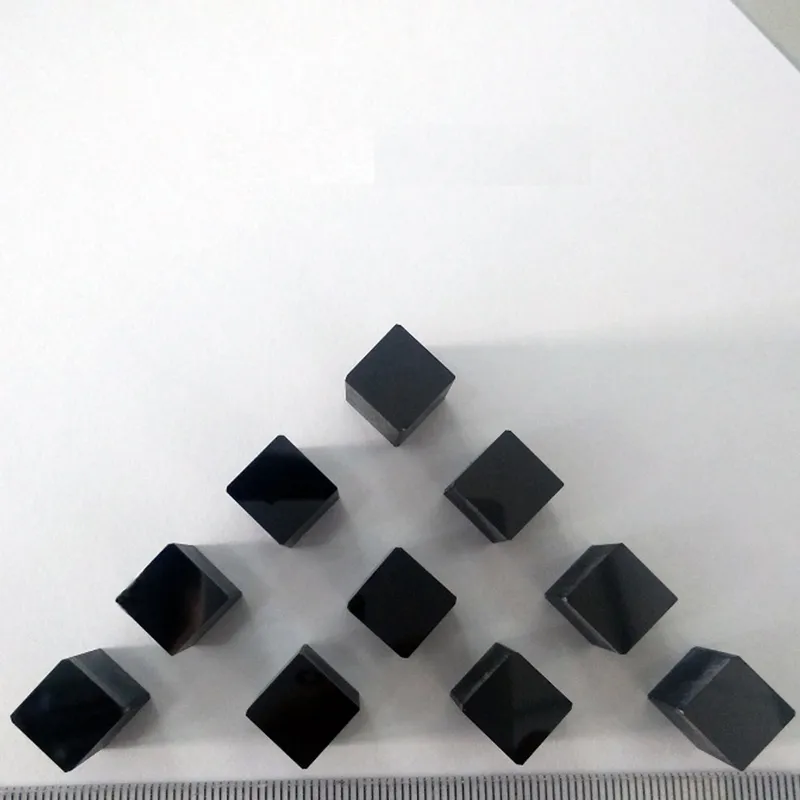






Самые продаваемые продукты
Самые продаваемые продукты-
 K8 линзы
K8 линзы -
 Световые трубы из плавленого кварца
Световые трубы из плавленого кварца -
 Оптические холодные зеркала
Оптические холодные зеркала -
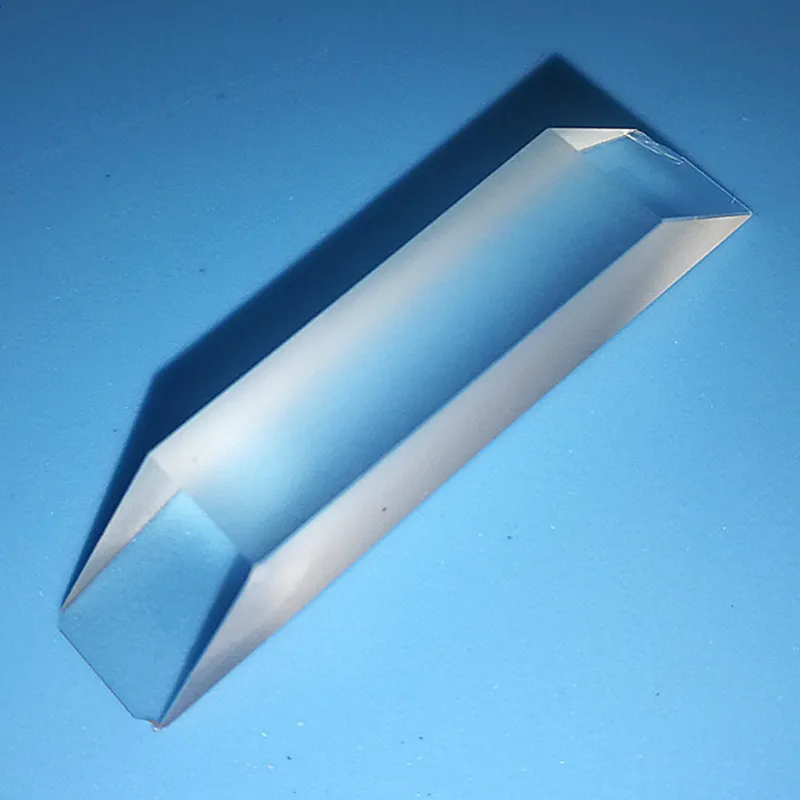
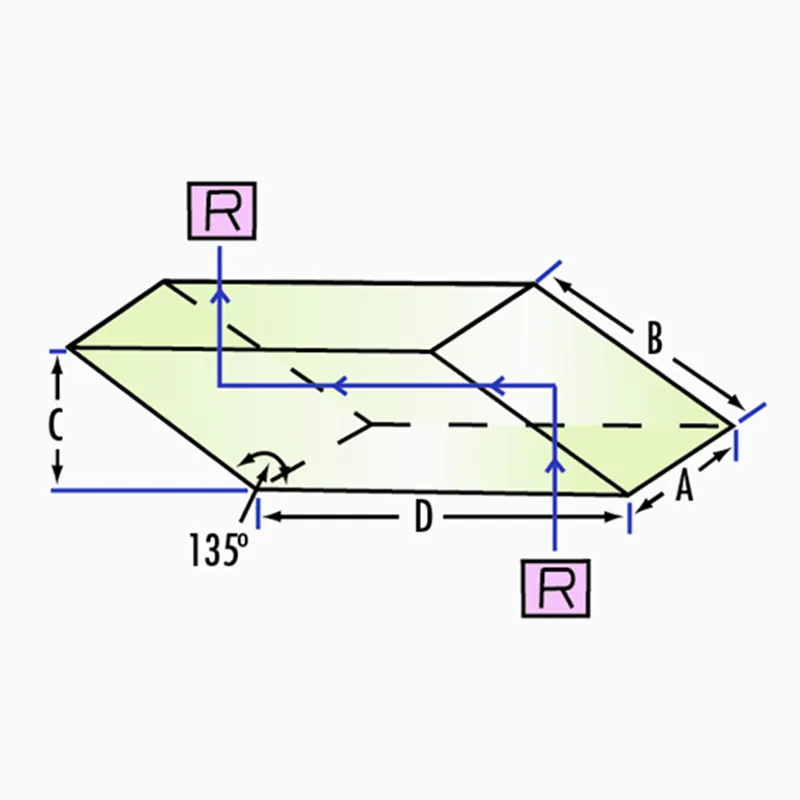 УФ ромбовидные призмы из плавленого кварца
УФ ромбовидные призмы из плавленого кварца -
 Оптические призмы Дове
Оптические призмы Дове -
 Оптические призмы Порро ТФ12
Оптические призмы Порро ТФ12 -
 Сапфировые оптические стержневые линзы
Сапфировые оптические стержневые линзы -
 Ультрафиолетовое стекло WB260 WB280 WB300 WB360 WB380
Ультрафиолетовое стекло WB260 WB280 WB300 WB360 WB380 -
 Многоспектральные оптические линзы CVD
Многоспектральные оптические линзы CVD -
 ИК Фторид Бария
ИК Фторид Бария -
 Тонкий лист стекла K8
Тонкий лист стекла K8 -
 N-LAK22 N-SF6 ахроматические линзы
N-LAK22 N-SF6 ахроматические линзы
Связанный поиск
Связанный поиск- Оптические инфракрасные оптики
- Фторид бария линзы
- Конструкция с двумя линзой завод
- Оптические зеркала с незащищенным золотым покрытием
- Дизайн линз Френеля
- Биконические линзы поставщик
- Тип ахроматических линз n-baf10 завод
- оптический компонент ТФ12 цилиндрические линзы
- K8 стеклянные полусферы
- Yutai оптические окна K8
-


-


-


-


WhatsApp

-
WeChat для предприятий
