


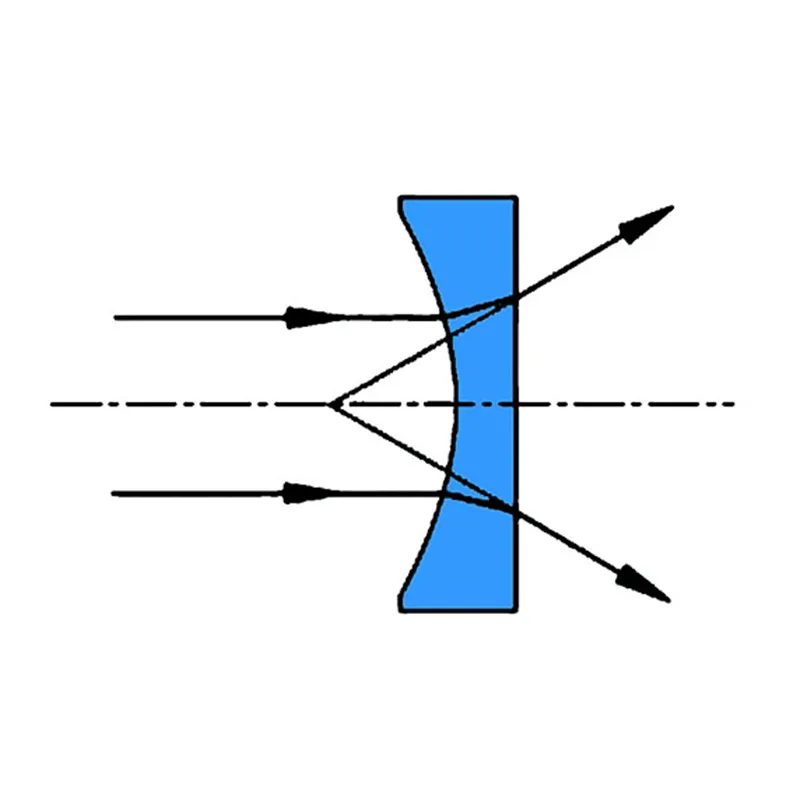
Двояковогнутые линзы производитель
Когда ищешь производителя двояковогнутых линз, часто сталкиваешься с тем, что многие путают их просто с рассеивающими линзами общего назначения. На деле же, ключевое — это контроль кривизны обеих поверхностей, где даже микронные отклонения ведут к астигматизму в итоговой оптической системе. В нашей практике бывало, что заказчики присылали чертежи с некорректными допусками на радиусы — и вот тут начинается самое интересное.
Критерии подбора производителя
Сначала о материалах: БК7, кварц, флюорит — каждый имеет свои нюансы обработки. Например, для УФ-диапазона кварц предпочтительнее, но его полировка требует особого абразивного режима. Мы как-то работали с ООО Чанчунь Ютай Оптика над партией линз для лазерных корректоров — там как раз использовался кварц, и пришлось дополнительно согласовывать параметры шероховатости поверхности, потому что стандартные значения не подходили под длину волны 193 нм.
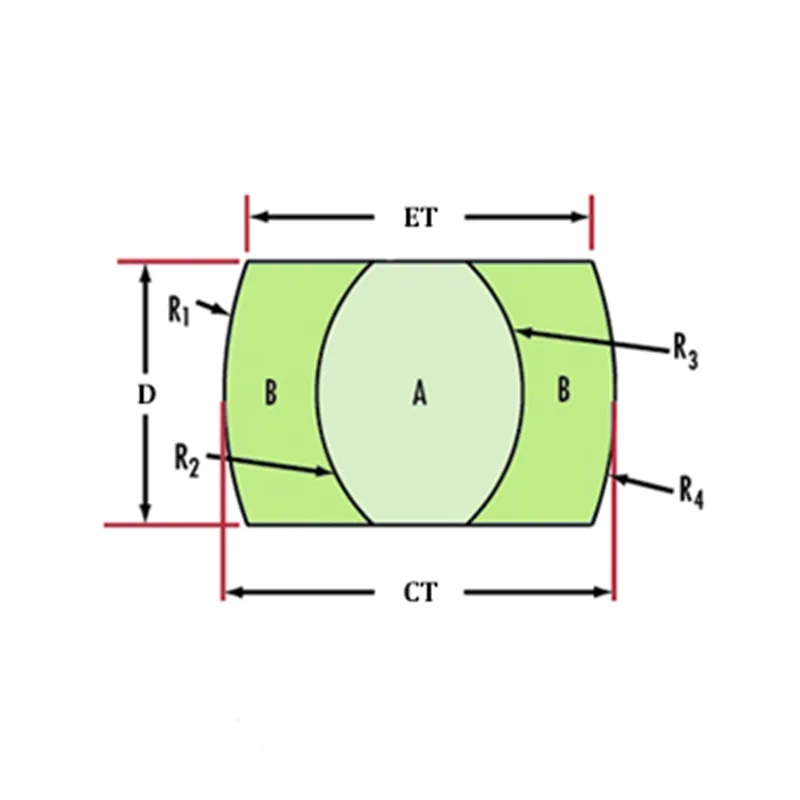
Геометрия поверхностей — отдельная история. Двояковогнутые линзы часто требуют юстировки в сборках, поэтому мы всегда проверяем, чтобы производитель указывал не только радиусы, но и толщину по краю. У Yutai Optics в этом плане удобно: в документации сразу прописывают контрольные точки для замеров, что сокращает время на приемку.
Еще один момент — покрытия. AR-покрытие для видимого диапазона — это стандарт, но если речь о высокоэнергетических лазерах, то нужен многослойный просветляющий слой. Помню, как раз подбирали конфигурацию для проекта по биометрической идентификации — пришлось делать тестовые образцы с разным количеством слоев, пока не добились пропускания 99.8% на 532 нм.
Технологические сложности производства
Центровка — вечная головная боль. При обработке двояковогнутых линз легко возникает децентровка поверхностей, особенно если кривизна отличается больше чем на 15%. Мы как-то получили партию, где визуальный осмотр ничего не показал, а при установке в держатель лазерного сканера появились кома-аберрации. Пришлось возвращать на переделку — оказалось, проблема в смещении второй поверхности относительно первой на 0.02 мм.
Шлифовка кромки — кажется мелочью, но именно здесь часто кроются проблемы. Для медицинских эндоскопов, например, требуется скругление кромки с определенным радиусом, чтобы не повредить ткани. В Yutai Optics эту операцию делают на станках с ЧПУ, но и там бывают огрехи — однажды пришлось дополнительно запрашивать макросъемку кромки под микроскопом перед отгрузкой.
Контроль качества — отдельная тема. Интерферометры, профилометры — это хорошо, но для серийного производства важна скорость. Мы обычно смотрим, чтобы производитель использовал автоматизированные системы вроде OptiSurf, но даже они иногда пропускают локальные неровности. Поэтому всегда закладываем время на выборочную проверку на собственном оборудовании.
Примеры практического применения
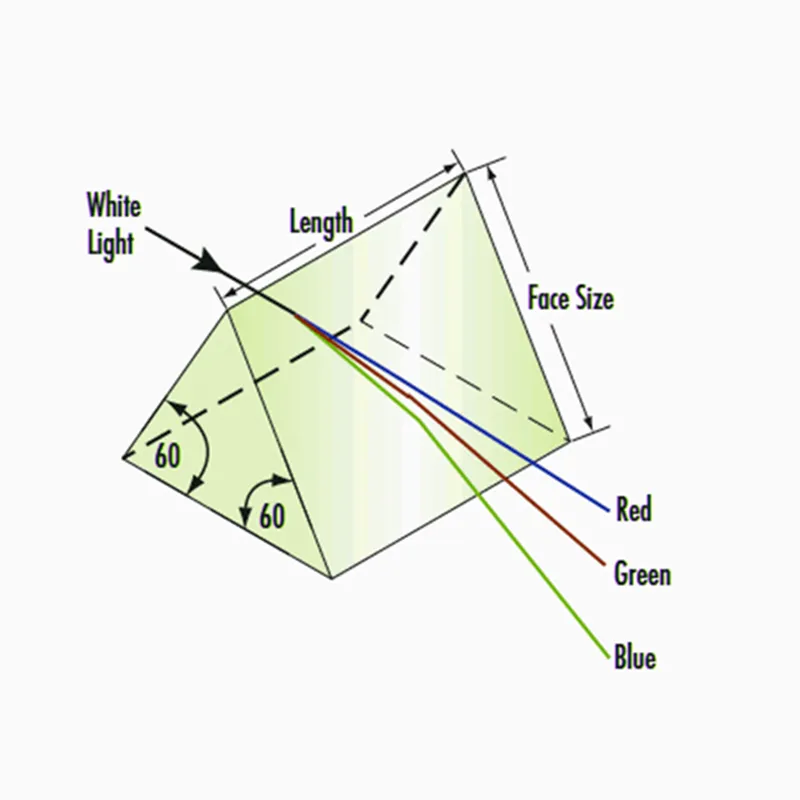
В системах формирования изображения двояковогнутые линзы часто работают в паре с собирающими. Например, в спектрометрах для коррекции хроматических аберраций — тут важно точно выдержать соотношение фокусных расстояний. Для одного проекта по автоматизации мы заказывали у ООО Чанчунь Ютай Оптика набор линз с R1=-120 мм и R2=-80 мм — пришлось делать три итерации по техзаданию, пока не подобрали оптимальную толщину в 4 мм.
В лазерных технологиях такие линзы используются для расширения пучка. Но здесь есть тонкость: если линза предназначена для импульсных лазеров, нужно учитывать пиковую мощность. Был случай, когда стандартная линза из БК7 не выдержала 5 МВт/см2 — пришлось переходить на кварц с просветляющим покрытием. Кстати, на сайте yt-optics.ru есть хороший калькулятор для подбора линз под параметры лазера, мы им периодически пользуемся для предварительных расчетов.
Для оборонных применений — другая история. Требования к ударостойкости и термостабильности здесь жестче. Например, в системах наведения часто используют двояковогнутые линзы из сапфира, но их обработка сложнее и дороже. Yutai Optics как раз предлагают такие решения, правда, срок изготовления дольше — до 8 недель против стандартных 2-3.
Ошибки и их последствия
Самая распространенная ошибка — экономия на тестовых образцах. Как-то взяли партию линз для потребительской электроники без предварительных испытаний на термоциклирование — и в итоге получили расслоение покрытия при -40°C. Пришлось срочно искать замену, проект сдвинулся на месяц.
Неправильный выбор производителя по критерию 'дешево'. Один раз работали с мелкой мастерской — вроде бы все параметры по чертежу соблюдены, а при установке в оправу выяснилось, что посадочные поверхности не параллельны. В итоге переделывали за свой счет, а сэкономили копейки.
Недооценка требований к чистоте поверхности. Для применений в биометрической идентификации даже невидимые глазу частицы могут повлиять на работу системы. Теперь всегда прописываем в ТЗ класс чистоты 100 по ISO 14644-1, особенно для линз малого диаметра.
Перспективы и тренды
Сейчас все больше запросов на асферические двояковогнутые линзы — они позволяют сократить количество элементов в системе. Но их производство сложнее, требует спецоборудования. Вижу, что ООО Чанчунь Ютай Оптика постепенно осваивает это направление — в их каталоге уже появились позиции с асферическими поверхностями.
Растет спрос на линзы для УФ- и ИК-диапазонов. Особенно для медицинских лазеров и систем ночного видения. Здесь важна однородность материала — мы обычно запрашиваем сертификаты на оптическое стекло с указанием коэффициента неравномерности показателя преломления.
Автоматизация контроля — это будущее. Сейчас многие производители, включая Yutai Optics, внедряют системы машинного зрения для 100% проверки каждой линзы. Это дорого, но зато снижает процент брака до 0.1% против обычных 2-3%.
В итоге скажу: выбор производителя двояковогнутых линз — это всегда компромисс между ценой, сроком и качеством. Но если найти надежного партнера вроде ООО Чанчунь Ютай Оптика, который понимает специфику и готов работать по нестандартным ТЗ, большинство проблем решаемо. Главное — не экономить на этапе согласования техзадания и всегда делать тестовые образцы перед заказом серии.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Поликристаллические окна из MgF2
Поликристаллические окна из MgF2 -
 Планово–вогнутые линзы
Планово–вогнутые линзы -
 Инфракрасные пентапризмы
Инфракрасные пентапризмы -
 Клиновидные призмы из оптического стекла K8
Клиновидные призмы из оптического стекла K8 -
 Окна из плавленого кварца с отверстием
Окна из плавленого кварца с отверстием -
 Равносторонние призмы из плавленого кварца
Равносторонние призмы из плавленого кварца -
 Круглые линзы Френеля
Круглые линзы Френеля -
 Оптические сферические кремниевые линзы
Оптические сферические кремниевые линзы -
 Инфракрасные линзы ZnSe
Инфракрасные линзы ZnSe -
 Прямоугольные окна из сапфира с круглыми углами
Прямоугольные окна из сапфира с круглыми углами -
 ИК Сульфид Цинка
ИК Сульфид Цинка -
 Оптическая пентапризмы ТФ12
Оптическая пентапризмы ТФ12
Связанный поиск
Связанный поиск- Планово-вогнутые линзы по индивидуальному заказу поставщики
- Выпуклые линзы заводы
- V:YAG кристаллы для пассивной модуляции добротности
- Оптические окна из сапфира
- Оптическое цветное стеклянное фильтр -золотое (жёлтое) стекло JB1 JB9
- Оптические призмы с прямым углом
- Оптические кремниевые призмы Дове
- Стеклянные сферические линзы
- Yutai оптические линзы BaF2
- N-sf5 ахроматические линзы поставщик
-


-


-


-


WhatsApp

-
WeChat для предприятий
