


Ахроматические двойные линзы заводы
Когда слышишь про ахроматические двойные линзы, многие сразу представляют лаборатории с идеальными условиями, но на деле производство — это постоянная борьба с аберрациями и дефектами склейки. Вспоминаю, как на одном из заводов в Новосибирске пытались удешевить процесс, используя отечественные сорта оптического стекла, но столкнулись с проблемой разницы коэффициентов преломления — линзы просто расслаивались после термоциклирования.
Технологические нюансы производства
На заводах ахроматических линз ключевым всегда был подбор пар стекол. Например, для УФ-диапазона часто брали пару К8 и ТФ5, но если не соблюдать режимы охлаждения, возникали внутренние напряжения. Как-то пришлось перебрать три партии на объективах для спектрометров, прежде чем добились стабильного пропускания на границе 350 нм.
Особенно сложно с линзами большого диаметра — свыше 80 мм. На том же заводе в Новосибирске делали заказ для астрономического оборудования, и при склейке постоянно появлялись пузыри диаметром 2-3 мкм. Пришлось разрабатывать вакуумную установку с подогревом смолы до 45°C, но и тогда процент брака достигал 15%.
Сейчас многие переходят на роботизированную юстировку, но для специальных применений, например в медицине, где нужны линзы для эндоскопов, до сих пор требуется ручная доводка. Видел на производстве ООО Чанчунь Ютай Оптика как оператор буквально на глаз выставлял угол склейки для цилиндрических компонентов — и это давало лучший результат чем автоматика.
Практические кейсы из опыта
В 2021 году мы тестировали партию ахроматов для лазерных резаков от yt-optics.ru. Заказчику требовалось обеспечить расходимость пучка не более 0.8 мрад при мощности 2 кВт. Первые образцы не выдерживали тепловую нагрузку — появлялись микротрещины в просветляющем покрытии. После пяти итераций изменили технологию напыления, добавив буферный слой оксида гафния.
Для биометрических систем часто требуются линзы с полем зрения 120° и более. Стандартные ахроматы здесь не работают — слишком велика кривизна поверхности. Пришлось разрабатывать трехкомпонентную систему где первый элемент был отрицательной линзой из флюорита. Но его гигроскопичность создала проблемы при склейке — влага проникала в клеевой шов и вызывала помутнение через 2-3 месяца эксплуатации.
Интересный случай был с фильтрами для систем ночного видения. Там нужны были линзы с коррекцией от 450 до 650 нм, но без потери светосилы. Использовали нестандартную пару стекол — ЛК5 и БФ13, что позволило снизить хроматические аберрации на 40% по сравнению с классической парой. Правда, пришлось пересчитывать всю оснастку для шлифовки — у БФ13 оказалась высокая абразивная способность.
Оборудование и метрология
Контроль качества на заводах ахроматических линз — отдельная история. Помню, как на предприятии в Зеленограде пытались адаптировать интерферометр Zygo для массового производства, но его точность оказалась избыточной для технологического процесса. В итоге разработали упрощенную методику с использованием монохроматора и ПЗС-матрицы — погрешность ±0.05λ вместо ±0.005λ, но для 95% применений этого хватало.
Для прецизионных применений в оборонной промышленности требования жестче. Там каждый экземпляр тестируют в пяти точках по полю, причем при разных температурах. Видел как на yt-optics.ru для партии призм ночного видения собирали установку с термокамерой — от -50°C до +70°C с циклом 2 часа. Из 100 линз стабильные характеристики показали только 73.
Сейчас многие переходят на автоматизированные станции с ИИ-анализом изображений, но для малых серий это нерентабельно. Для цилиндрических линз медицинских эндоскопов до сих пор используют визуальный контроль оператора — человеческий глаз лучше detects микродефекты размером 1-2 мкм.
Материалы и их ограничения
С отечественными стеклами часто проблемы с однородностью. Особенно это касается марок с высоким показателем преломления — СТК12, ТФ10. При диаметре заготовки более 60 мм вариации показателя достигают 0.0005, что для ахроматов критично. Приходится либо сортировать заготовки, либо вводить коррекцию в техпроцесс.
Для УФ-области вообще отдельная история. Флюорит гигроскопичен, плавленый кварц дорог, а УФ-стекла типа УФС-1 имеют ограничения по диаметру. Как-то делали линзы для спектрографа на 200 мм — пришлось использовать ситалл с специальным просветлением. КПД системы в итоге получился на 12% ниже расчетного из-за поглощения в материале.
В последнее время пробуем нанокристаллические материалы от ООО Чанчунь Ютай Оптика для ИК-диапазона. Интересно что они показывают лучшую стабильность чем германий при температурах выше 100°C, но есть проблемы с обработкой — алмазный инструмент изнашивается в 3 раза быстрее.
Экономические аспекты производства
Себестоимость ахроматических двойных линз сильно зависит от диаметра. Если до 30 мм разница незначительна, то после 50 мм каждый миллиметр добавляет 7-10% к цене. Особенно это чувствуется при малых сериях — setup оборудования может занимать до 40% времени цикла.
Для массового производства потребительской электроники часто идут на компромиссы. Например, используют упрощенную склейку — не по всей поверхности, а только по периметру. Это снижает стоимость на 25%, но ограничивает температурный диапазон. Видел такие решения в камерах смартфонов — работают нормально при -20°C до +50°C, но за пределами этих значений появляются проблемы с фокусом.
Интересно что для медицинских применений стоимость часто вторична. Там главное — стабильность параметров и возможность стерилизации. Как-то разрабатывали линзы для офтальмоскопов — пришлось менять клеевой состав три раза пока не нашли вариант устойчивый к парам перекиси водорода.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Тонкий лист стекла K8
Тонкий лист стекла K8 -
 Фиолетовое стекло ZB1 ZB2 ZB3
Фиолетовое стекло ZB1 ZB2 ZB3 -
 Окна из сапфира с отверстием
Окна из сапфира с отверстием -
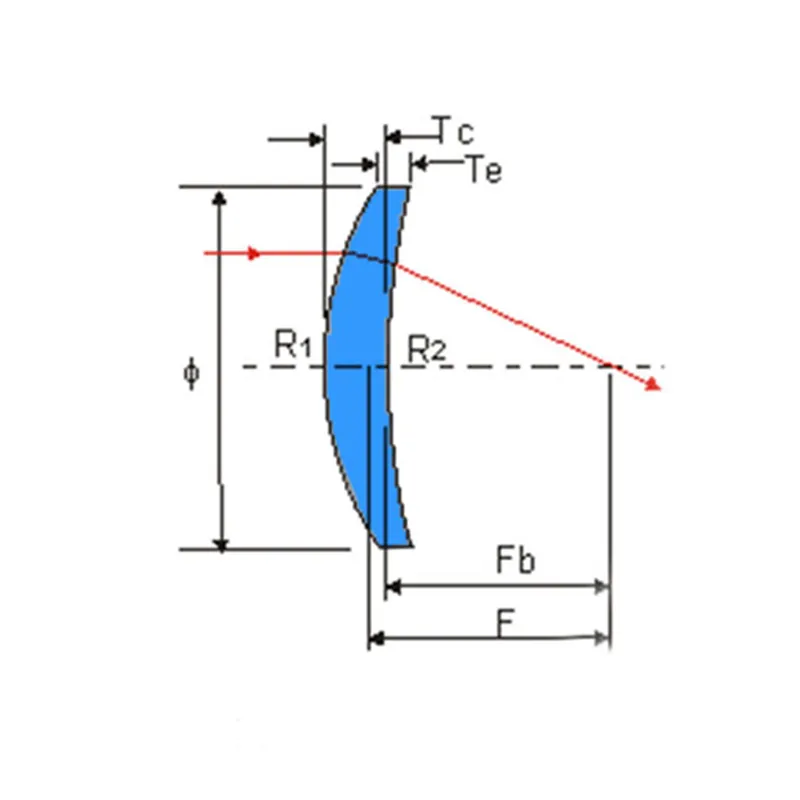 Положительные менисковые линзы
Положительные менисковые линзы -
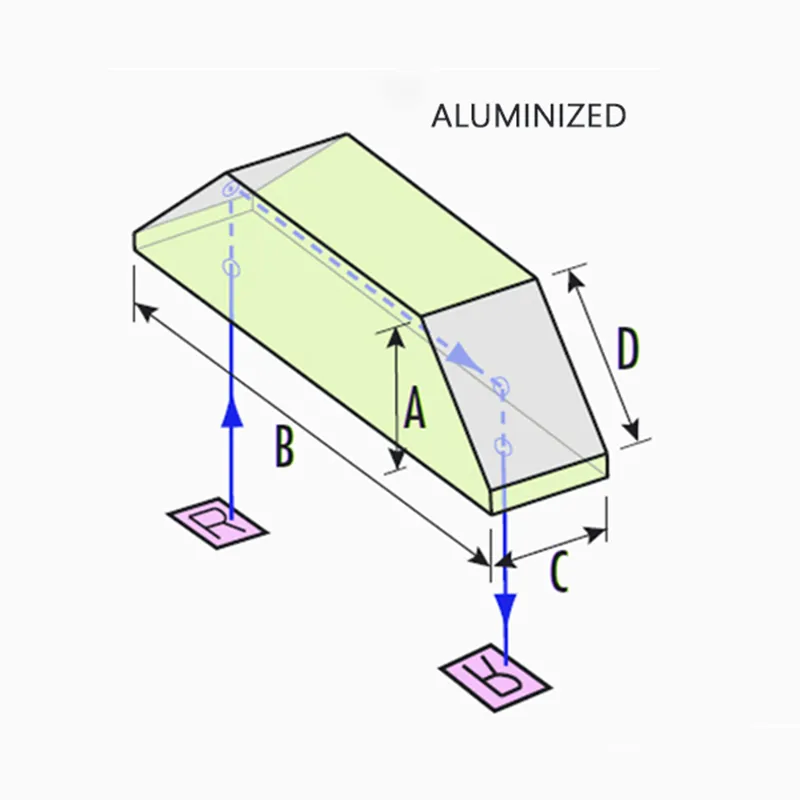 Оптические призмы Дове ТФ12
Оптические призмы Дове ТФ12 -
 Оранжевое стекло CB535 CB550 CB565 CB580
Оранжевое стекло CB535 CB550 CB565 CB580 -
 Купола из MgF2 горячего прессования
Купола из MgF2 горячего прессования -
 Оптические Покрытие против отпечатков пальцевПротивообрастающее покрытие
Оптические Покрытие против отпечатков пальцевПротивообрастающее покрытие -
 Фильтры нейтральной плотности (ND) VIS
Фильтры нейтральной плотности (ND) VIS -
 Сапфировые оптические стержневые линзы
Сапфировые оптические стержневые линзы -
 Режекторные фильтры OD6.0
Режекторные фильтры OD6.0 -
 Тонкий лист плавленого кварцевого стекла
Тонкий лист плавленого кварцевого стекла
Связанный поиск
Связанный поиск- Оптические стеклянные полусферы по индивидуальному заказу
- Положительные менисковые линзы
- Линзы из плавленого кварца поставщик
- Инфракрасные линзы LiF на заказ
- Дизайн линз Френеля
- Биконвексные линзы завод
- Выпукло-вогнутые линзы производитель
- Сферические одиночные линзы поставщик
- Оптические Длинноволновые фильтры
- Поляризационные светоделительные кубики на заказ
-


-


-


-


WhatsApp

-
WeChat для предприятий
